
什麼是插補
插補 (Interpolation)
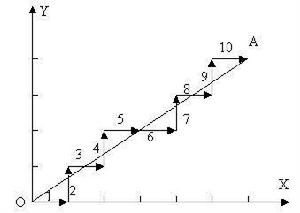
在數控工具機中,刀具不能嚴格地按照要求加工的曲線運動,只能用折線軌跡逼近所要加工的曲線。
插補(interpolation)定義:
 插補
插補工具機數控系統依照一定方法確定刀具運動軌跡的過程。也可以說,已知曲線上的某些數據,按照某種算法計算已知點之間的中間點的方法,也稱為“數據點的密化”。
數控裝置根據輸入的零件程式的信息,將程式段所描述的曲線的起點、終點之間的空間進行數據密化,從而形成要求的輪廓軌跡,這種“數據密化”機能就稱為“插補”。
插補計算就是數控裝置根據輸入的基本數據,通過計算,把工件輪廓的形狀描述出來,邊計算邊根據計算結果向各坐標發出進給脈衝,對應每個脈衝,機 床在回響的坐標方向上移動一個脈衝當量的距離,從而將工件加工出所需要輪廓的形狀。
直線插補
這個概念般是用在計算機圖形顯示,或則數控加工的近似走刀等情況下的.
以數控加工為例子
一個零件的輪廓往往是多種多樣的,有直線,有圓弧,也有可能是任意曲線,樣條線等. 數控工具機的刀具往往是不能以曲線的實際輪廓去走刀的,而是近似地以若干條很小的直線去走刀,走刀的方向一般是x和y方向.
插補方式有:直線插補,圓弧插補,拋物線插補,樣條線插補等
所謂直線插補就是只能用於實際輪廓是直線的插補方式(如果不是直線,也可以用逼近的方式把曲線用一段段線段去逼近,從而每一段線段就可以用直線插補了).首先假設在實際輪廓起始點處沿x方向走一小段(一個脈衝當量),發現終點在實際輪廓的下方,則下一條線段沿y方向走一小段,此時如果線段終點還在實際輪廓下方,則繼續沿y方向走一小段,直到在實際輪廓上方以後,再向x方向走一小段,依次循環類推.直到到達輪廓終點為止.這樣,實際輪廓就由一段段的折線拼接而成,雖然是折線,但是如果我們每一段走刀線段都非常小(在精度允許範圍內),那么此段折線和實際輪廓還是可以近似地看成相同的曲線的--------這就是直線插補.
 插補
插補聯動與插補
決定質點空間位置需要三個坐標,決定剛體空間位置需要六個坐標。
一個運動控制系統可以控制的坐標的個數稱做該運動控制系統的軸數。
一個運動控制系統可以同時控制運動的坐標的個數稱做該運動控制系統可聯動的軸數。
聯動各軸的運動軌跡具有一定的函式關係,例如直線,園弧,拋物線,正弦曲線。
直接計算得出運動軌跡的坐標值往往要用到乘除法,高次方,無理函式,超越函式,會占用很多的CPU時間。
為了實時快速控制運動軌跡,往往預先對運動軌跡進行直線和圓弧擬合,擬合後的運動軌跡僅由直線段和圓弧段所組成,而計算運動軌跡時,每一點的運動軌跡跟據前一個坐標點的數據通過插補運算得到,這樣就把計算簡化為增量減量移位和加減法。
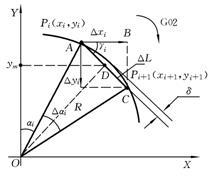
實現多軸聯動的直線插補並不困難,圓弧插補一般為兩軸聯動。
實現插補運算可以有多種算法,例如 "DDA 算法","逐點比較法","正負法","最小偏差法(Bresenham 算法)"等,其中最小偏差法具有最小的偏差和較快的運行速度。
刀具半徑補償
刀具半徑補償(Cutter Compensation)垂直於刀具軌跡的位移,用來修正實際的刀具半徑與編程的刀具半徑的差異。
數控系統刀具半徑補償的含義是將刀具中心軌跡,沿著程編軌跡偏置一個距離,加工程式與刀具半徑大小無關,它的功能是僅用一個程式就可以完成粗、精加工,或採用不同刀具直徑加工時,可以不要重寫加工程式。通常刀具半徑補償功能僅適用於二維編程加工,數控系統中規定沿著刀具加工方向向右偏置,稱為右補,採用指令G42;向左偏置,稱為左補,採用指令G41。
