簡介
夾緊裝置有三種功能:開啟和閉合模具,頂出塑件,在注射時有足夠的力保持模具閉合,以抵抗模具里熔體的壓力。單位零件投影面積所需的鎖模力通常為30~70MPa(約2~5t/in )在填充期間產生的壓力和由於零件收縮產生在型芯上的力可能會導致零件貼上,因而導致兩個半模分離困難。初始開模力的大小取決於填充壓力、材料零件幾何尺寸(深度和脫模斜度),約等於名義夾緊力的10%~20%。
有兩種常見的夾緊設計類型:
1)鉸鏈或肘節夾緊裝置:該設計利用鉸鏈的機械特性來提供在材料注射期間所需要的鎖模力。機械肘節夾緊的關閉和開啟速度快,且比其他夾緊裝置成本低。主要的缺點是夾緊力不能精確控制,因為這個原因,它只適用於小型機器。
2)液壓夾緊裝置:它們使用液體壓力來打開和關閉夾具,並產生在材料注射期間,所需要的鎖模力。這種設計類型的優點是可靠性高和夾緊力可控制精確。缺點是與肘節夾緊裝置相比,液壓系統相對較慢,且價格昂貴。
模具打開後,塑件傾向於收縮和粘在模具型芯上(通常是離注射裝置最遠的半模),必須藉助一個模具系統提供的頂出板來脫模。
夾緊裝置的組成及其設計要求
組成
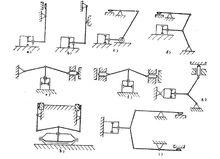
夾緊裝置一般由三部分組成,如圖所示。
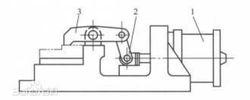 夾緊裝置的組成:1一汽缸;2一槓桿;3一壓板。
夾緊裝置的組成:1一汽缸;2一槓桿;3一壓板。1)動力源裝置
動力源裝置是產生夾緊作用力的裝置,分為兩類:手動夾緊和機動夾緊。手動夾緊比較費時費力,因此實際生產中大多採用機動夾緊,如氣動、電動、液壓、電磁、真空等夾緊動力裝置。上圖中的汽缸l就是動力源裝置。
2)夾緊元件
夾緊元件是與工件直接接觸實施夾緊的執行元件。上圖中的壓板3就是夾緊元件。
3)中間傳力機構
中間傳力機構是介於動力源裝置和夾緊元件之間的傳遞動力的機構。它把動力源產生的力傳遞給夾緊元件。中間傳力機構在夾緊裝置中起到以下三方面的作用。
①中間傳力機構在傳力過程中,可以改變力的大小。
②中間傳力機構在傳力過程中,可以改變力的方向。
③具有一定的自鎖功能。如果夾緊力消失,該功能可以保證整個夾緊裝置始終保持可靠的夾緊狀態。上圖中的槓桿2就是中間傳力機構。
設計要求
夾緊裝置的夾緊效果將直接影響工件的加工質量、生產效率、粗糙度和勞動強度等方面。為此,設計夾緊裝置時應遵循下列基本要求。
①夾緊過程中,工件不可以移動。夾緊裝置應保證工件各定位面的定位可靠,不改變工件定位後所占據的正確位置。
②應儘量減小工件的夾緊變形。這就要求夾緊力大小要適當,在保證工件加工所需夾緊力大小的同時,不產生加工精度所不允許的變形。
③夾緊裝置必須可靠、安全。這就要求夾緊裝置要有足夠的夾緊行程,同時具有可靠的自鎖功能。
④夾緊裝置必須實用、經濟。這就要求夾緊裝置的夾緊動作要迅速,操作要方便、省力,同時應便於製造、維修,儘量採用標準化元件。
分類
夾緊裝置的分類按夾緊力的來源分類,可分為:手動夾緊、機動夾緊及自動夾緊。機動夾緊是指,氣壓及箕空夾緊、液壓傳動夾緊及電磁夾緊等。自動夾緊是指,夾緊力是利用工具機運動部分來自動操縱的。
按夾緊機構的繁簡情況分類,可分為簡單夾緊機構和複合夾緊機構。簡單夾緊機構叉可分為螺旋夾緊、斜楔夾緊、偏心夾緊、凸輪夾緊、槓桿夾緊及彈簧夾緊等等。複合夾緊機構叉可分為槓桿螺旋機構、斜楔螺旋機構、槓桿偏心機構、斜楔偏心機構等等。
凡由一個簡單機構和槓桿(壓板)所組成的複合夾緊,都稱為壓板;凡在簡單原始傳力機構(或機械傳動裝置)與夾緊接觸點之間,有增力裝置的,通稱為有增力機構的夾緊。
按夾緊機構在夾緊工件時一次所能夾緊工件的數量來分,可分為單件夾緊、雙件夾緊和多件夾緊。
夾緊機構還有自鎖的和不自鎖的兩類。自鎖的如螺旋、斜楔和偏心等夾緊機構,不自鎖的如彈簧和槓桿等夾緊機構。
快速夾緊裝置
下圖所示的裝配工字梁的胎具,有十多個螺旋夾緊器。使用時,需要一個個地去擰緊或鬆開,十分費時,所以不適應大量生產的要求。如果利用壓縮空氣作動力推動壓桿,就可以很快地實現夾緊和鬆開工件的動作。同樣,利用電磁的吸引力,也可以達到快速吸緊工件的目的。
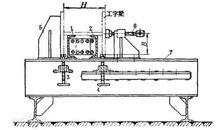 裝配工字粱用的胎具
裝配工字粱用的胎具氣動夾緊器是利用壓縮空氣為動力去夾緊工件的一種裝置。它又分活塞氣缸式、薄膜氣缸式和軟管式三種。
活塞氣缸又叫風缸,種類較多。下圖示出一種是雙向的氣缸示意圖,它從兩面供氣。工作時壓縮空氣從右邊通入氣缸,使活塞同活塞桿一起向左推進。工作結束後,將壓縮空氣從左邊通入氣缸,右邊排氣,使活塞和活塞桿一起向右推進,恢復到工作前的位置
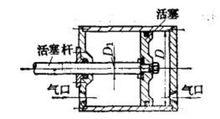 雙向活塞氣缸示意圖
雙向活塞氣缸示意圖下圖所示是薄膜式氣缸(又叫氣壓室)的結構。在缸內的橡皮膜1起到圖上中活塞的作用。當壓縮空氣由管接頭2進入氣缸時,推動橡皮膜1而帶動推桿3移動,由它去推動夾緊機構而夾緊工件。當壓縮空氣停止進入氣缸而處於回氣時,在彈簧4、5的作用下,使橡皮膜1及推桿3朝反方向移動而將工件鬆開。薄膜式氣缸的優點是省氣、體積小、成本低。缺點是聯桿行程短。
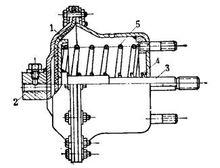 薄膜式氣缸
薄膜式氣缸氣缸可以和槓件、斜楔、鉸鏈、偏心輪等機構組合成複合式的快速夾緊器。圖62示出和槓桿鉸鏈聯合夾緊工件的方案示意圖。
 氣缸-槓桿鉸鏈聯合夾緊方案
氣缸-槓桿鉸鏈聯合夾緊方案下圖所示是軟管式夾緊器,當壓縮空氣通入軟管時,軟管脹起而推動夾緊機構,從而把工件夾緊。圖中a是直壓式,b是壓板(槓桿)式。這種夾緊器是在需要沿直線上多點壓緊的情況下使用。因夾緊力小,所以在薄板裝配和焊接時使用較多。
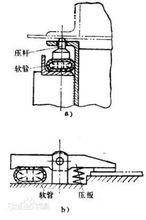 軟管式夾緊器
軟管式夾緊器