2、多層焊優點:
多層焊的優點是可以焊接大厚壁結構,較之相同情形下採用單層焊,還可以減小熱輸入量,減小變形,降低產生缺陷的機率
 多層焊
多層焊多層焊 | |
| |

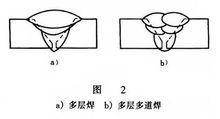
多層焊是指熔敷兩道以上的焊層來完成整條焊縫所進行的焊接,而焊縫的每一層由一條焊道完成,熔敷兩個以上焊層完成整條焊縫所進行的焊接,當焊縫相對焊接工藝較大時,需要採用多層焊,多層焊往往連帶多道焊。
2、多層焊優點:
多層焊的優點是可以焊接大厚壁結構,較之相同情形下採用單層焊,還可以減小熱輸入量,減小變形,降低產生缺陷的機率
多層焊多層焊 | |
| |
"簡介分段多層焊將焊件接縫劃分成若干段
簡介噴焊是對經預熱的自溶性合金粉末塗層再加熱至1000~1300℃,使顆粒熔化,造渣上浮到塗層表面,生成的硼化物和矽化物彌散在塗層中,使顆粒間和基體表面達到...
簡介 優點 噴焊用自熔性合金粉末 噴焊工藝 噴塗與噴焊的工藝區別平焊是指焊接處在於水平位置或傾斜角度不大的焊縫,焊條位於工件之上,焊工俯視工件所進行的焊接工藝。這種焊接位置屬於焊接全位置中,最容易焊的一個位置。
簡介 特點 分類 操作要點MIG焊(熔化極惰性氣體保護焊)英文:melt inert-gas welding使用熔化電極,以外加氣體作為電弧介質,並保護金屬熔滴、焊接熔池和焊接區...
簡介 脈衝MIG焊 MIG焊原理 MIG焊特點 常見焊絲TIG焊(Tungsten Inert Gas Welding),又稱為非熔化極惰性氣體保護電弧焊。無論是在人工焊接還是自動焊接0.5~4.0mm厚的不...
焊接流程 原理和優勢 分類 焊接電源 相關問題隨著石油天然氣及石油化工工業的發展,下向焊接技術自20世紀60年代引進中國以來,經過幾十年的發展,我國已具有成熟的手工下向焊接技術,正在普及半自動下向焊...
簡介 特點 下向焊技術套用 焊前準備 焊接材料高頻焊是指利用高頻電流,流經工件接觸面所產生的電阻熱,並施加壓力(或不施加壓力),使工件金屬形成連線的一種焊接方法。高頻焊與電阻焊不同。高頻焊接時,焊接...
簡介 原理 分類 特點 其它相關壓焊是指在加熱或不加熱狀態下對組合焊件施加一定壓力,使其產生塑性變形或融化,並通過再結晶和擴散等作用,使兩個分離表面的原子達到形成金屬鍵而連線的焊接方法...
原理 分類 工藝特點 主要套用立焊是指沿接頭由上而下或由下而上焊接。 焊縫傾角90°(立向上)、270°(立向下)的焊接位置,稱為立焊位置。在立焊位置進行的焊接,稱為立焊。
操作規程 特點 氣電原理 立焊姿勢與握法 工藝過程