
壓力澆鑄
通過一根插在盛鋼桶(鋼包)鋼液中的陶瓷注管(升液管),利用空氣壓力將鋼水提升,從石墨模子底部進口,壓入石墨模腔內冷凝成型。壓力澆鑄適用於生產表面質量要求高、規格尺寸變化多的鋼坯。多用於澆鑄不鏽鋼坯。最大板坯尺寸達230×2050×9500毫米。美國於1940年開始用此法生產鑄鋼車輪,60年代推廣用於澆鑄不鏽鋼水。到1980年世界上有6個國家、16個廠使用此項工藝。中國太原鋼鐵公司於1980年進行了板坯壓力澆鑄半工業性實驗。壓力澆鑄的工藝見圖。壓力澆鑄金屬收得率高,鑄坯的成分均勻、組織緻密、表面質量好。這種鑄坯為消除鑄態組織所需的金屬塑性加工壓縮比可較其他澆鑄法的產品為低。與連續鑄鋼法比較,壓力澆鑄法投資少,但生產能力低,成本略高。提高石墨鑄模、升液管的使用壽命,降低模子塗料費用,是降低生產成本的關鍵(見鋼錠澆鑄)。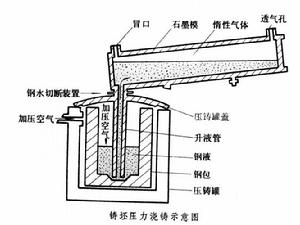 壓力澆鑄
壓力澆鑄