
塗層鋼板
常用的塗層鋼板有以下幾種。鍍錫薄板(tin plate) 在厚度0.1~0.32mm的鋼板表面鍍純錫的製品。鍍錫薄板表面光亮,耐腐蝕,有深沖成型的潤滑性,錫焊性良好,能進行精美的印刷和塗飾,廣泛用於食品罐頭工業和製作輕便耐蝕器皿。14世紀,歐洲出現手工鍍錫板。1730年英國首先實現了熱鍍錫鋼板的工業生產。1934年德國開始進行電鍍錫板的工業生產試驗。1937年美國建成第一條帶鋼連續電鍍錫作業線。1962年中國開始生產熱鍍錫板,1972年開始生產電鍍錫板。1979年中國第一條大型連續快速電鍍錫作業線在武漢投產。鍍錫薄板在中國長期稱為“馬口鐵”。1973年在中國鍍錫薄板會議上正式改稱現名。生產方法有熱鍍和電鍍兩種:
熱鍍 有連續鍍和單張鍍兩種方式。經過脫脂、退火和平整的冷軋板,酸洗淨化後,通過ZnCl2和NH4Cl組成的熔劑,再通過熔融的錫鍋,製成熱鍍錫板。
電鍍 全採用連續鍍方式,按所用鍍液成分分為鹼性法和酸性法。①鹼性法,鍍液的主要成分為錫酸鈉,已較少套用。②酸性法,為電鍍錫的主要方法。有硫酸亞錫型又稱弗洛斯坦(Ferostan)型、鹵素型和硼氟酸亞錫型三種,以硫酸亞錫型套用最多。這種工藝在鍍槽內以錫棒作陽極,帶鋼為陰極。錫陽極溶解成Sn2+ 進入鍍液中,Sn2+ 在陰極還原成金屬錫,沉積在帶鋼表面。電鍍的錫層需加熱到錫的熔點(231.9℃)以上,使其軟熔以達到鍍層結構緻密,表面光亮。最後經以鉻酸為主的溶液鈍化處理,並塗油。
電鍍錫生產效率高,成本低,鍍層薄而均勻,質量穩定。鍍層有不同的厚度(通常有 5.6、11.2、16.8和22.4g/m2 四種厚度),有單面鍍或雙面鍍,可根據不同用途生產。因此,電鍍錫法幾乎全部取代了熱鍍錫法。
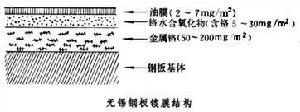
無錫鋼板(tin-free steel) 它的表面鍍膜的下層是金屬鉻,上層是鉻的水合氧化物。鍍膜結構見圖;這種鋼板生產成本低,可代替鍍錫薄板,多用作啤灑、碳酸飲料等的罐頭包裝材料。1953年美國用浸漬鉻酸處理法製成名為 “Hinac”的無錫鋼板和用電解鉻酸鹽-磷酸鹽處理法製成名為“TFS-210”的無錫鋼板。1961~1966年日本研製成Hitop、Can Super、Super Coat等鉻型無錫鋼板,從此開始生產多種無錫鋼板。1967年美國研究成在電鍍錫作業線上生產鉻型無錫鋼板。
 塗層鋼板
塗層鋼板鍍鋅鋼板(galvanized sheets) 鍍鋅是一種經濟而有效的防止鋼材腐蝕的方法,鍍鋅鋼板厚度一般為0.35~3mm。英文“galvanizing”意指鍍鋅層可對鋼板有電化學保護作用。1742年法國人梅洛曼 (Melomin)研究熱鍍鋅法取得成功。1836年法國人索雷爾 (Sorel)將熱鍍鋅方法套用於工業生產。 1837年英國人格勞福德 (H. W.Grawford)取得熔劑法熱鍍鋅專利。1935年美國人森吉米爾 (T.Sendzimir)提出用保護氣體還原法進行帶鋼連續熱鍍鋅,通稱“森吉米爾法”。1937年美國建成第一條森吉米爾法連續熱鍍鋅作業線。中國於40年代在鞍山開始生產熱鍍鋅板,1979年在武漢建成第一條帶鋼連續熱鍍鋅作業線。
薄板鍍鋅有熱鍍法和電鍍法兩種。熱鍍的鋅層厚度一般為60~300g/m2 (單面),用於要求抗蝕性較強的部件。電鍍的鋅層為10~50g/m2 (單面),多用於塗漆部件或對耐蝕性要求不高的不塗漆部件。
熱鍍法 按前處理方式分熔劑法和保護氣體還原法。熔劑法是把經過退火處理的鋼板酸洗,清除表面的氧化物,再通過含有ZnCl2和NH4Cl的熔劑槽,然後進入熔融的鋅槽鍍鋅。保護氣體還原法廣泛用於帶鋼連續熱鍍鋅。帶鋼先通過火焰加熱的預熱爐,燒掉表面殘油,同時在表面生成氧化鐵膜;再進入含有H2、N2混合氣體的還原退火爐加熱到710~920℃,使氧化鐵膜還原成海綿鐵。表面淨化和活化了的帶鋼冷卻到稍高於熔鋅的溫度後,進入450~460℃的鋅鍋,利用氣刀控制鋅層厚度。最後經鉻酸鹽溶液鈍化處理,以提高耐白銹性。
電鍍法 按所用鍍液分鹼性法和酸性法。鹼性法的鍍液價格高,污染環境,生產效率低,鍍層質量差,實際上已不採用。酸性法的鍍液的主要組成為ZnSO4·7H2O、NH4Cl和Al2(SO4)3·18H2O等。以純鋅為陽極,帶鋼為陰極,在電流作用下,鋅陽極板被溶解成Zn2+ 進入鍍液,而Zn2+ 在陰極被還原成金屬鋅沉積在帶鋼表面。鍍層經磷酸鹽和鉻酸鹽混合溶液處理,可提高塗飾性,電鍍鋅鋼板的表面光亮平滑,過去主要用於汽車工業。近年來套用範圍擴大到電器工業及其他方面,促進了電鍍鋅板工業的發展。70年代還發展出單面鍍鋅板。(見彩圖)
 塗層鋼板
塗層鋼板工業生產鍍鋁鋼板有熱鍍法和電泳法兩種。1930年美國首先採用熱鍍鋁工藝,生產鍍鋁鋼板,其工藝同森吉米爾熱鍍鋅法基本相似。由於鋁的化學活性大,熔點(660℃)高於鋅(419.45℃),因而使操作溫度增高,工序複雜。熱鍍鋁時,槽溫保持在670~710℃,這時鐵與鋁迅速反應生成浮渣,所以需用鑲有陶瓷襯裡的容器,而不可用鐵鍋熔鋁。熔融鋁和鋼基接觸很快形成Fe-Al系金屬化合物。合金層性脆,影響塑性加工的成形性,所以多在鋁鍋中加入約 5~10%的矽,以減小合金層厚度。普通的熱鍍鋁板按添加矽的Ⅰ型板和不加矽的Ⅱ型板兩種鍍層成分生產。鍍層厚度為70~150g/m2 。
1962年英國研究電泳鍍鋁法取得成功,並建成第一條帶鋼連續電泳鍍鋁生產工藝作業線。此法是將鋁粉用電泳方法均勻地塗覆在帶鋼表面,然後經過小變形量的軋制,使鋁粉之間、鋁粉和鋼基之間緊密地結合,再經500~700℃燒結處理,在表面形成無孔隙的純鋁層。由於熱處理的時間短,所以生成的合金層極薄,改善了塑性加工的成形性。
70年代世界上鍍鋁鋼板主要還是用熱鍍法生產,因為此法比較經濟。為了提高鍍鋁板的耐蝕性和耐熱性,美國近年研究生產Al-Zn-Si合金鍍層鋼板和Al-Ti合金鍍層鋼板。後者的耐熱性相當409型不鏽鋼。
鍍鉛-錫合金鋼板(terne coated sheets) 主要是指鍍有含錫5~20%的鉛-錫合金鍍層的鋼板。這種鋼板具有優越的耐蝕性,特別是能抗石油製品的腐蝕,還有深沖成形的潤滑性、可焊性等,廣泛用於製作汽車油箱、電視機底盤等。“terne”一詞來自法語,意為“暗的”,這是相對於鍍錫鋼板有光亮的外觀而言。1830年美國首先生產鉛-錫合金塗層鋼板。1844年英國生產熱鍍鉛-錫合金鋼板。1973年聯邦德國建成第一條帶鋼連續電鍍鉛-錫合金作業線。1963~1964年中國在鞍山開始生產熱鍍鉛-錫合金鋼板。
鉛-錫合金塗層鋼板生產方法有熱鍍法和電鍍法。前者與熱鍍錫法十分相似,但鍍液用添加5~20%錫的鉛熔液,溫度保持320~360℃。帶鋼連續電鍍鉛-錫合金使用含有特殊添加劑的金屬濃度很高(含Pb90%和Sn10%的合金)的硼氟酸鍍液,經電解,金屬沉積在鋼板上。
熱鍍鉛-錫合金層的厚度一般為60~250g/m2 ,而電鍍的厚度則有28、55和82g/m2 三種。美國對鉛-錫合金鋼板使用長鉛-錫合金鋼材(long terne)和短鉛-錫合金鋼板 (short terne)的名稱。前者主要是指鋼板厚度在0.3~2.0mm之間的,後者指鋼板厚度在0.3mm以下的。
有機塗層鋼板(organic coated steel sheets) 以有機塗料或塑膠膜塗覆在冷軋帶鋼、熱鍍鋅帶鋼、電鍍鋅帶鋼或鍍鋁帶鋼上,主要是塗覆在熱鍍鋅和電鍍鋅鋼板上。有機塗層不僅具有保護金屬板和延長使用壽命的作用,而且可以製成各種彩色花紋,使鋼板具有美麗的外觀,所以也有“彩色鋼板”之稱。廣泛用作建築材料、汽車製造、電器工業和電冰櫃、洗衣機等輕工業製品的原材料。有機塗層鋼板約在1927年創始於美國,並於1936年建成有機塗層帶鋼生產線。50年代初期傳到歐洲和日本。1963年中國用熱軋板在上海開始生產塑膠膜層壓鋼板。
有機塗層鋼板生產工藝有輥塗法和層壓法兩種。塗覆前的帶鋼先經清洗,再根據原板種類選用磷酸鐵溶液、磷酸鋅溶液或以磷酸鹽和鉻酸鹽混合溶液進行表面處理,在基材表面形成易於塗飾的底層。層壓法是將前述處理後的鋼板或帶鋼用粘結劑和塑膠膜熱壓粘結而成。輥塗法是將有機塗料調配成漿液,經塗料輥塗覆於板帶表面。塗覆後的板帶進入烘烤爐,加熱到260℃,使溶劑揮發,塗層固化,一般採用二次塗覆和二次烘烤的工藝。有機塗層板用的塗料品種很多,主要為醇酸樹脂、環氧樹脂、聚氯乙烯和聚氟乙烯等。
發展優勢
從目前發展趨勢來看,塗層鋼板用於包裝材料已經開始,並呈現快速發展趨勢。塗層鋼板,即有機塗層鋼板,
是指有機塗料塗敷於鋼板表面獲得的塗裝金屬材料。此類塗層鋼板在包裝行業製作各類包裝產品後無需再進行塗裝工序,所以又常將塗層鋼板歸為預塗層鋼板。據有關專家估計,
塗層鋼板將廣泛用於金屬包裝行業,以取代目前金屬包裝產品在生產過程中塗裝的落後生產工藝。
塗層鋼板一般由冶金企業集中生產,由於省去了產品製作中的塗裝工序,大大降低了包裝製造業成本。據估計,以薄鋼板為原料的包裝產品因此成本可降低5-
10%,節省能源約1/6-1/5,尤其節約了包裝產品的預處理和塗裝設備的大量投資。塗層鋼板兼有有機聚合物與鋼板兩者的優點,
既有有機聚合物的良好著色性、成型性、耐蝕性,又有鋼板的高強度和易加工性,能很容易地進行沖裁、彎曲、深沖、焊接等加工。
目前,在全世界40個國家和地區近200家公司共有約474條塗層鋼板生產線。美國約200條生產線,日本有50餘條,歐洲國家有120條,
亞洲有74條生產線。目前世界塗層鋼板年產能力1400萬t,其中美國450t、歐洲約400萬t、日本約270萬t、亞洲其它國家約120萬t
。美國、日本、歐洲合計年生產能力約占全民辦總生產能力的84%。據不完全統計,截止至2006年5月,我國已建成塗層鋼板生產線24條,形成161.6
萬t的年生產能力。此外,正在興建的和籌建中的生產線還有十餘條。
參考書目
R.M.Burns & W.W.Bradley, Protective Coatings for Metals,Reinhold,New York,1967.
D.R.Gabe,Principles of Metal Surface Treatmentand Protection,Pergamon,Oxford,1978.
日本鉄鋼協會,《鋼材製造法》,地人書*1978。
