
信號同軸控制
控制信號傳輸對於CCTV,常用的控制方式有直接控制、編碼控制、同軸視控。直接控制由於線纜過多,很少採用。編碼控制是將全部控制命令數位化(調製)後再傳輸,到控制設備後再解調,還原成直接控制量,可節約線纜。這種方式傳輸距離長,工程中採用較多。同軸視控就是控制信號與視頻信號共用一條同軸電纜,利用頻率分割或視頻信號消隱期傳輸控制信號的方式傳輸,但價格較貴。
工藝方法
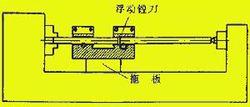
浮動鏜刀加工
1)將零件固定在拖板上,主軸夾緊刀桿先粗鏜f48內孔,因為兩孔跨距較大且孔徑較小,宜採用調頭18Mm鏜削,加工工藝方法如下:①先加工基準面M與兩孔的中心連線平行,在鏜削前找正工藝基準M與大拖板平行,平行度≤0.01mm/m,鏜削D1孔;②D1孔鏜削完畢後調頭,同樣找正工藝基準M,平行度≤0.01mm/m,然後移動中拖板找正D1內孔,跳動不大於0.005,鏜削D2孔,以上兩孔均留加工餘量ap=0.03~0.06mm。
2)浮動鏜刀精鏜,由於它能自動補償由刀具安裝誤差、工具機主軸偏差而造成的加工誤差,因此能達到尺寸精度及粗糙度要求,但它無法糾正孔的直線度誤差及位置誤差。由於零件孔較長、零件材料為灰鑄鐵,材質不均,並且兩孔中間斷開,檢測兩孔的同軸度公差很不穩定,零件的合格率一直很低,同軸度一般在f0.02~f0.10之間,不能滿足圖紙要求。
 同軸控制
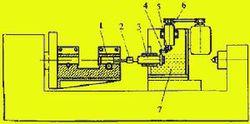
同軸控制脈衝研磨
自製一套研磨工具,仍然在C630車床上加工,主軸夾緊工件旋轉,研磨工具固定在拖板上,電機通過偏心輪5帶動研磨滑軸3作脈衝運動,該方法較好地保證了孔的尺寸精度及粗糙度,但因兩孔中間斷開,研磨頭無法連續工作,仍然無法糾正鏜孔時產生的兩孔同軸度的偏差,我們曾考慮將兩斷孔整體鑄造,一體研磨,加工後將中間多餘部分去掉,但這很容易產生新的應力變形,使同軸度發生變化。
 同軸控制
同軸控制軸套調節法
零件左孔仍然按上述研磨法加工,以達到較高的尺寸精度及粗糙度要求,零件右孔鑲一壁厚為5mm軸套,該軸套經過磨削,尺寸精度、形狀精度及粗糙度滿足要求,軸套與零件之間留0.1~0.5mm間隙,軸套上下前後採用8隻螺栓調節,通過螺栓調整兩孔的同軸度,此方法非常煩瑣效率低,因為僅8個支點支撐,軸套很容易因螺栓上的作用力產生微變形,產生圓度誤差,而且調完之後同軸度易改變。
同軸控制器
AD3016同軸控制器
 同軸控制
同軸控制同軸控制器AD3016同軸控制器是一款高性能、多功能、可擴展型同軸控制器;內置高性能CPU模組及乙太網接口,完成單個分配器地址的控制數據對內部各個同軸視控模組的快速轉換。單個分配器共可有4個同軸視控模組,每個模組可接4個前端設備,即單個同軸控制器共分配16個前端設備地址。系統允許共16台同軸控制器在線上工作,即共可支持16*16=256個前端設備。
主要特性
16路同軸視控連線埠(BNC),支持收碼、發碼
控制輸入連線埠:RS232、RS485/RS422、MANCHESTER/BI-PHASE及乙太網接口
通過撥碼設定、支持多種協定輸入,如:PELCO-D、PELCO-P、MOLYNX、VICON、DIAMOND、KALATEL、HUNDA、VCL、PHILIPS、AMERICANDYNAMICS、PANASONIC、SAE及廠家協定等接收為RS485/RS422及RS232控制信號時,支持4800BPS、9600BPS、19200BPS及38400BPS四種波特率通信連線埠120Ω阻抗跳線、視頻400W的防雷標準。
多電機同軸驅動
多電機同軸驅動的控制思想是基於Modbus通訊協定和PLC,實現了兩台同軸連線電機的同步控制,直接驅動一台泥漿泵工作,較之以往更加節能、安全穩定。以雙電機同軸泥漿泵電控系統為例,分析其雙電機同軸驅動的優越性,根據Modbus-RTU通信協定的特點,利用西門子S7-226PLC與偉肯NXP變頻器進行雙機同步通信,證明了多電機同軸驅動系統的同步性和節能性。
