
基本介紹
卡尺又叫輪尺,有金屬和木質兩種,不固定,可以在尺子上滑動(圖1)。與測量物密接,讀數到毫米。尺子起始端與一固定腳相連保持不動,另外一腳測定時持卡尺與測量物直徑垂直,然後使卡尺兩個邊緣與測量物密接,讀數到毫米。
 卡尺
卡尺卡尺測徑是一種測量物體內徑與外徑的方法,通常使用遊標卡尺進行測量,卡尺測徑的要點是遊標卡尺的使用。
遊標卡尺
結構
遊標卡尺是一種測量精度較高的常用量具,可直接測量零件的外徑、內徑、長度、寬度、厚度、深度和孔距等。
如圖2所示,遊標卡尺由尺身和游標組成。尺身與固定卡腳製成一體,游標與活動卡腳製成一體,並可在尺身上滑動。遊標卡尺的規格有多種,其測量範圍分為0~125mm,0~200mm等。測量精度有0.1mm、0.05mm和0.02mm,即1/10,1/20,1/50三種。
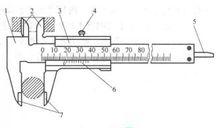 圖2 遊標卡尺結構圖
圖2 遊標卡尺結構圖1——尺身;2——上量爪;3——尺框;4——緊固螺釘;5——深度尺;6——深尺;7——下量爪
使用說明
下面以0.02mm(即1/50)遊標卡尺為例,說明刻線原理、讀數方法。
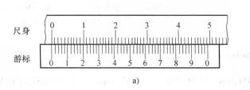
刻線原理如圖3a所示,當尺身和游標的卡腳貼合時,尺身與游標上的零線對齊。尺身上的刻線間距為1mm。取尺身49mm長度,在游標與之對應的長度上等分為50格,即游標每格長度=49/50=0.98mm,則尺身與游標每格之差為(1-0.98)mm=0.02mm。
 0.02mm遊標卡尺的刻線原理
0.02mm遊標卡尺的刻線原理卡尺讀數
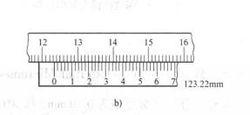
遊標卡尺的讀數方法如圖3b所示,可分為三步。
1)根據游標零線以左的尺身上的最近刻度讀出整數,為123mm。
2)根據游標零線以右與尺身某一刻線對準的刻線格數乘以0.02mm讀出小數,為11×0.02mm=0.22mm。
3)將上面的整數和小數部分尺寸相加,就是所測尺寸。故圖3b中的讀數為:123mm+0.22mm=123.22mm。
 0.02mm遊標卡尺讀數方法
0.02mm遊標卡尺讀數方法測量方法
遊標卡尺的測量方法如圖4、圖5所示。
 圖4 外尺寸的測量方法
圖4 外尺寸的測量方法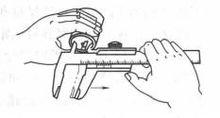 圖5 內孔的測量方式
圖5 內孔的測量方式使用遊標卡尺測量時應注意以下幾點。
1)測量前,先把兩個卡腳緊密貼合,檢查尺身和游標的零位刻線是否對齊。若有誤差,應在測量後根據原始誤差修正讀數。
2)測量時,尺框和內外量爪應放正,不能歪斜。
3)當卡腳與被測零件接觸後,用力不能過大,以免卡腳變形或磨損,使測得的尺寸不準確(外尺寸小於實際尺寸,內尺寸大於實際尺寸)。
4)不得用遊標卡尺測量毛坯表面。使用完畢後須擦拭乾淨,放人盒內。
