
基本原理
為了進行化學拋光,必須使零件表面的凸部比凹部優先溶解,因此應將化學拋光的作用分為兩個階段來認識。第一階段是化學拋光時金屬表面現象的幾何凸凹的整平,去除較粗糙的表面不平度,獲得平均為數微米到數十微米的光潔度;第二階段是晶界附近的結晶不完整部分的平滑化,去除微小的不平,在0.1~0.01μm,相當於光波長的範圍。可將第一階段稱為巨觀拋光或平滑化,把第二階段稱為微觀拋光或光澤化。
 化學拋光
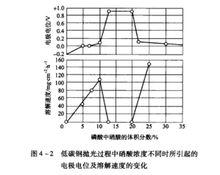
化學拋光上述兩種拋光作用是不同的,以鋼在硝酸磷酸型拋光液中的拋光為例說明。在拋光過程中鋼的電極電位和溶解速度隨硝酸濃度的變化情況如圖4-2所示。即隨著硝酸濃度的增加,鋼材的電極電位也逐漸提高,同時溶解速度隨之減小。鋼的平滑化是由低電位區域的溶解作用形成的,而光澤化則是由高電位區域的溶解作用形成的。鋼表面電位的升高是由表面形成的一些穩定的氧化膜固體所致,正是由於這種穩定氧化膜的形成,使零件光澤化。而平滑化可能是由金屬離子或溶解生成物的擴散層導致的。
化學拋光是在不供電情況下產生拋光效果,其拋光原理與利用電流作用的電解拋光在本質上沒有太大差別。化學拋光效果一般要比電解拋光效果差,在化學拋光中,由於材料的質量不均勻,會引起局部電位高低不一,產生局部陰陽極區,形成局部短路的微電池,使陽極發生局部溶解。而在電解拋光中由於外加電位的作用可以完全消除這種局部的陰極區,進行全面的電解,因此效果更好。
優缺點
優點
化學拋光的優點是化學拋光設備簡單,不需要什麼特殊設備,只需要一個盛拋光液的玻璃杯和夾持試樣的夾子就可以了。如果用細薄磨料片切割的試樣,切割後不需要砂紙磨光,即可直接拋光。有些非導體材料也可以用化學拋光,非導體嵌鑲的試樣也可以直接拋光。化學拋光也可以處理形狀比較複雜的零件。
缺點
1、化學拋光的質量不如電解拋光。
2、化學拋光所用溶液的調整和再生比較困難,在套用上受到限制。
3、化學拋光操作過程中,硝酸散發出大量黃棕色有害氣體,對環境污染非常嚴重。
4、拋光溶液的使用壽命短,溶液濃度的調節和再生比較困難。
主要用途
化學拋光主要用不鏽鋼、銅及銅合金等。化學拋光對鋼鐵零件,尤其是低碳鋼有較好的拋光效果,所以對於一些機械拋光時較為困難的鋼鐵零件,可採用化學拋光。
實驗室操作步驟
1:試樣準備:試樣經精磨光後清洗。
2:配置化學拋光溶液。化學拋光溶液應在燒杯中調配,根據試樣材料選擇化學拋光液配方,配溶液時套用蒸餾水,藥品用化學純試劑。某些不易溶於水的藥品需要加熱溶液才能溶解。過氧化氫和氫氟酸腐蝕性很強,調配時需注意安全。化學拋光溶液經使用之後,溶液內金屬離子增多,拋光作用減弱,如果發現作用緩慢,氣泡減少,應更換新藥液。
3:試樣用竹夾或者木夾夾住浸入拋光液中,一邊攪動並適時取出觀察至達到拋光要求後取出。
4:化學拋光結束之後,試樣應立即清洗、吹乾。
工藝規範
為了保證化學拋光的效果,必須使金屬表面溶解,並在表面上形成液體膜或固體膜。因此,金屬的化學拋光液必須具有溶解金屬的能力和形成保護膜的能力。化學拋光液的基本組成一般包括腐蝕劑、氧化劑、添加劑和水。腐蝕劑是主要成分,如果零件在溶液中不溶解,拋光就不能進行。氧化劑和添加劑可抑制腐蝕過程,使反應朝有利於拋光的方向進行。水對拋光液濃度起調節作用,便於反應產物的擴散。
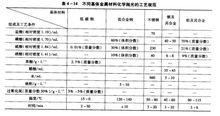
用於金屬溶解的成分主要是酸,其中用得較多的是硫酸、硝酸、鹽酸、磷酸、氫氟酸等,而對於鋁那樣的兩性金屬,也可使用氫氧化鈉。在這些酸中由於高濃度的磷酸和硫酸都有較高的黏度,可形成液體膜擴散層,故這種成分具有兩種功能。這也是化學拋光液的組成中主要採用硫酸和磷酸的原因。為了提高黏度,使擴散層容易形成,也可加入明膠或甘油等能提高黏度的添加劑。為了促進固體膜形成,則需加入以硫酸或鉻酐為主的強氧化劑。幾種常用金屬材料化學拋光的工藝規範如圖4-14所示。
 化學拋光
化學拋光工藝條件控制
①溫度。化學拋光時,溶解速度隨著拋光液溫度的提高而顯著地增加。此外,強氧化性酸(如濃硝酸、濃硫酸等)在高溫時氧化作用也會顯著提高。在化學拋光時,由於這些酸的溶解和氧化作用會同時發生,故多數情況下都是把拋光液加熱到較高溫度再進行化學拋光。需要提高溫度再進行化學拋光的金屬有鋼鐵、鎳、鉛等,若溫度低於某一定值,就會出現無光的腐蝕表面,故存在一個形成光澤面的臨界溫度,在臨界溫度以上的一定溫度範圍內,拋光效果最好。而這個溫度範圍又因溶液組成而異。如果高於這個溫度範圍,會形成點蝕、局部污點或斑點,使整個拋光效果降低。此外溫度越高,金屬表面的溶解損失也越大。
②拋光時間。要得到好的拋光效果,就需要花費一定的時間。若拋光時間太短,只能獲得沒有光澤的梨皮狀表面。若時間過長,不僅溶解損失增大,而且加工表面會出現污點或斑點。因此存在著一個適當的時間範圍,它受材料、拋光液的組成及拋光溫度等因素的影響,通常難以預測,除用實驗測定外,沒有其他方法。化學拋光中往往產生氫氣,這是拋光具有氫脆敏感性材料時必須注意的問題。另外,拋光液溫度高達100~200℃時,還會產生退火作用。為了把氫脆和退火作用的影響減小到最低,就必須在最適宜的溫度範圍內選擇儘可能短的拋光時間。
