動作分析概述
通過研究作業動作中以下不合理現象,通過排除、組合、重排、簡化的方法最佳化作業過程,提高作業效率、質量:
1、停滯
2、無效動作
3、次序不合理
4、不均衡(如:太忙碌、太清閒等)
5、浪費
程式分析是從大處著眼,根據程式圖分析生產過程的種種浪費,從合理安排程式中去尋求提高工作效率的方法。而動作研究則是在程式決定後,研究人體各種操作動作之浪費,以尋求省力、省時、安全的最經濟的方法。
動作分析的實質是研究分析人在進行各種工作操作時之細微動作,刪除無效動作,使操作簡便有效,以提高工作效率。其內容為:發現操作人員的無效動作或浪費現象,簡化操作方法,減少工人疲勞,在此基礎上制定出標準的操作方法,為制定動作時間標準作技術準備。它包括:動素分析、影象分析、動作經濟原則等內容。
動作分析是按操作者實施的動作順序觀察動作,用特定的記號記錄以手、眼為中心的人體各部位的動作內容,把握實際情況,並將上述記錄圖表化,以此為基礎,判斷動作的好壞,找出改善著眼點的一套分析方法。
具體目的
生產活動實際上是由人和機械設備對材料或零部件進行加工或檢驗組成的,而所有的檢驗或加工又都有是由一系列的
 動作分析
動作分析許多工廠對工序動作的安排,往往是在產品剛開始生產時安排一次,此後除非出現重大問題很少進行變更。效率的提高一般視作業者的動作熟練程度而定,隨著動作的逐漸熟練,作業者對作業動作習以為常,完全在無意識中進行操作。實際上,這樣的作法潛藏著極大的效率損失。
許多人們認為理所當然的動作組合,其實都存在:
停滯
無效動作
次序不合理
不均衡(如:太忙碌、太清閒等)
浪
等不合理現象。這些動作對產品的性能和結構沒有任何改變,自然也不可能創造附加價值,使生產效率因之降低。吉爾布雷斯曾說過:“世界上最大的浪費,莫過於動作的浪費。”
以日常生活中的動作為例:一個熟練的廚師,可以同時用兩個甚至更多的爐子炒菜,快速而且不會出差錯。而平常人則可能用一個爐子炒菜都會出現在中途發現某一種材料還未準備好的狀況,所耗費的時間也更長。究其原因,就是因為動作安排合理與否造成的。
動作分析就是對作業動作進行細緻的分解研究,消除上述不合理現象,使動作更為簡化,更為合理,從而提升生產效率的方法。
改善的次序
動作分析改善的步驟,如果用PDCA的方法進行分析的話,可以作成圖2.1那樣的流程圖,遵循這樣的步驟進行動作分析改善,可以使動作的效率不斷得到提升。
動作分析改善的步驟:
1.問題的發生/發現
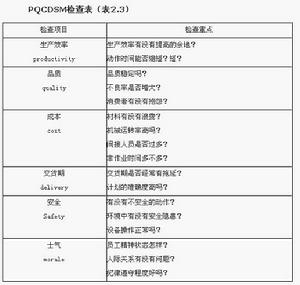
在生產製造的現場,每天都有新的問題在發生。有些人可能視若無睹,覺得一切都很正常,因而也就缺少改善的動因,效率也就日復一日地停留在同一水平上。改善往往源於問題的發生和發現,管理者如果能帶著疑問審視現場所發生的一切,特別對細節的地方加以留意,就更容易找到改善的對象。表2.2和2.3可以啟發管理人員發現現場的問題點。
 動作分析
動作分析2.現狀分析
 動作分析
動作分析①現實主義的原則
對問題把握,一定要以現場發生的事實為依據,運用5W1H的方法反覆弄清事實的真相。切忌主觀猜測,脫離事實。
②數據化的原則
文字性的描述往往難於區分具體的差異,會使事實的把握處於模糊狀態,這樣的結果,一則會導致問題分析的難度加大,而且改善的效果也難於衡量。因此,只要能數據華的地方一定要掌握具體的數據。
③記號化、圖表化的原則
如果能把動作進行分解,再使用記號進行表示,並且把掌握的數據用圖表表示出來,對事實的描述將會大簡化,而且理解分析的難度也會降低很
 動作分析
動作分析④客觀分析的原則 分析者有時會因為立場差異,導致分析方向的偏離,常常把問題歸咎於其他部門或其他人,這樣就容易導致扯皮現象的產生,給問題的解決設定了人為的障礙。所以進行問題分析時一定要先已後人,保持客觀的立場。
3.找出問題的真因
通過現狀的分析以後,可以得到一些問題的可能原因。這時,應該逐一加以驗證,把一些似是而非的原因排除掉,找到真正導致問題的原因。排除的過程應該堅持先簡單後複雜,先成本低後成本高的原則。
4.擬定改善方案
問題的真因找到之後,就應該擬定改善方案,以消除產生問題的原因使問題不再復發。對於動作改善,可以參考動作改善四原則(見表2.4),幫助擬定改善方案。
 動作分析
動作分析改善方案擬定之後,應該與相關人員檢查其中是否有缺失遺漏,進一步使之完善,避免產生負作用。
5.改善方案的實施
改善方案確定以後,就該集中相關人員進行說明訓練,將任務分派下去,並對改善過程進行追蹤監控。一旦有不理想
 動作分析
動作分析6.改善效果確認
改善方案實施完成後,應收集各方面數據,與改善之前的數據進行比較,確認改善是否達成了預想的目標。由於生產現場的目標離不開PQCDSM(效率、品質、成本、交期、安全、士氣)幾個方面,所以以下數據收集比較也就順理成章了:
產量、稼動率、能率、作業時間
不良率、合格率、客戶抱怨件數
材料損耗率、人工成本、間接人員比例
按時交貨率、平均延誤天數
安全事故件數、安全檢查結果
違紀個件數、改善提案件數、員工離職率、員工抱怨件數
7.標準化
倘若效果較為明顯,就應通過標準化加以維持。制訂新的作業標準書、現場整理布置規範、安全操作規程、工程巡視要點等檔案並正式發布實施。這樣也就完成了一個工作改善的循環,進入下一個循環。
動作分析方法
(1)目視動作觀察法:分析者直接觀測實際的作業過程,並將觀察到的情況直接記錄到專用表格上的一種分析方法。
動素分析法雙手操作分析法(2)影像動作觀察法:通過錄像和攝影,用膠捲和錄音帶記錄作業的實施過程,再通過放影、放像的方法觀察和分析作業動作的方法。
高速攝影分析法(細微動作影像分析)常速攝影分析法慢速攝影分析法VTR分析法。
動作分析的用途
動作分析有以下幾點用途:
1、為減輕作業疲勞,提高工作效率而找出動作存在的問題
2、探討最適當的動作順序、方法和人體各部位動作的同時實施
3、探討最適合於動作的工夾具和作業範圍內的布置
4、比較動作順序、方法改進前後的情況,預測和確認改善的效果
5、用記號和圖表一目了然地說明動作順序和方法
6、改善動作順序和方法,制定最適當的標準作業方法
7、提高能細微分析動作和判斷動作好壞的動作意識
動作分析要素
從操作者手動作之研究,吉爾勃斯夫婦發現,所有操作是由一連貫之基本動作(Fundamentalmotion)所組成,經研究結果,統計人體動作之基本要素(或基本動作)可細分為十七種動素,為使讀者對這些動素之定義,範圍及其特性有所了解,故將此十七種動素歸成三大類:
第一類:進行工作之要素。(1~8)
第二類:阻礙第一類工作要素之進行(9~13)
第三類:對工作無益之要素(14~17)
