1 切削加工振動
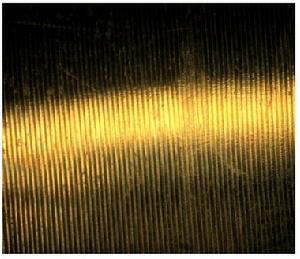 圖1 由振動引起的工件表面振動劃痕
圖1 由振動引起的工件表面振動劃痕人們將有害且危險的顯著振動稱為顫振。振動很大的場合多數是由於再生效應的反饋機制所引起的自激振動,即再生顫振。再生效應是指當上一圈切削時在加工表面留下的振痕(如圖1所示),在下一圈切削到同一地方時,振痕對切削力的變動產生影響的一種現象。實際上這種現象幾乎在所有的切削加工中聚會發生。由於這一現象,當進行某種限度以上的強力切削時,會激起動態不穩定性現象發生,即發生顫振。這種顫振對於給定條件設定了可能進行強力切削的臨界條件。當所採用的切削寬度和切削深度在某個極限範圍內時,不會發生再生顫振,這種狀態下的區域稱為穩定區域。
振幅達到數十微米的強烈振動也可能是由於切屑形成的周期性引起的。這種振動在對不鏽鋼等高硬度材料進行加工時,特別是進行強力切削時,容易發生,而成為一大難題,這種振動跟顫振很相似,易引起混淆。為了弄清切削振動的機理,雖然進行了研究,但迄今為止未得到明確的結果。
2 斷續切削加工時的振動
振幅在10μm以下的振動發生的另一個原因是斷續切削。在車削、鏜削等工序中,刀刃每當經過由以前的工序加工而成的孔與溝槽時,都會引起一連串的衰減振動,而在已加工表面上留下波紋(如圖2所示)。
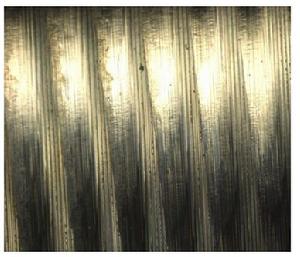 圖2 斷續切削振動時留下的劃痕
圖2 斷續切削振動時留下的劃痕