
結構
 光柵檢測裝置
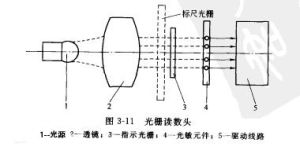
光柵檢測裝置光柵檢測裝置的關鍵部分是光柵讀數頭,它由光源、會聚透鏡、指示光柵、光電元件及調整機構等組成。光柵讀數頭結構形式很多,根據讀數頭結構特點和使用場合分為直接接收式讀數頭(或稱矽光電池讀數頭、鏡像式讀數頭、分光鏡式讀數頭、金屬光柵反射式讀數頭)。
工作原理
莫爾條紋
 莫爾條紋
莫爾條紋以透射光柵為例,當指示光柵上的線紋和標尺光柵上的線紋之間形成一個小角度θ,並且兩個光柵尺刻面相對平行放置時,在光源的照射下,位於幾乎垂直的柵紋上,形成明暗相間的條紋。這種條紋稱為“莫爾條紋” (右圖所示)。嚴格地說,莫爾條紋排列的方向是與兩片光柵線紋夾角的平分線相垂直。莫爾條紋中兩條亮紋或兩條暗紋之間的距離稱為莫爾條紋的寬度,以W表示。
W=ω /2* sin(θ /2)=ω /θ 。
莫爾條紋具有以下特徵:
(1)莫爾條紋的變化規律
兩片光柵相對移過一個柵距,莫爾條紋移過一個條紋距離。由於光的衍射與干涉作用,莫爾條紋的變化規律近似正(余)弦函式,變化周期數與光柵相對位移的柵距數同步。
(2)放大作用
在兩光柵柵線夾角較小的情況下,莫爾條紋寬度W和光柵柵距ω、柵線角θ之間有下列關係。式中,θ的單位為rad,W的單位為mm。由於傾角很小,sinθ很小,則
W=ω /θ
若ω =0.01mm,θ=0.01rad,則上式可得W=1,即光柵放大了100倍。
(3)均化誤差作用
莫爾條紋是由若干光柵條紋共用形成,例如每毫米100線的光柵,10mm寬度的莫爾條紋就有1000條線紋,這樣柵距之間的相鄰誤差就被平均化了,消除了由於柵距不均勻、斷裂等造成的誤差。
檢測與數據處理
電子細分與判向法
光柵測量位移的實質是以光柵柵距為一把標準尺子對位稱量進行測量。高解析度的光柵尺一般造價較貴,且製造困難。為了提高系統解析度,需要對莫爾條紋進行細分,目前(2006年)光柵尺感測器系統多採用電子細分方法。當兩塊光柵以微小傾角重疊時,在與光柵刻線大致垂直的方向上就會產生莫爾條紋,隨著光柵的移動,莫爾條紋也隨之上下移動。這樣就把對光柵柵距的測量轉換為對莫爾條紋個數的測量。
在一個莫爾條紋寬度內,按照一定間隔放置4個光電器件就能實現電子細分與判向功能。例如,柵線為50線對/mm的光柵尺,其光柵柵距為0.02mm,若採用四細分後便可得到解析度為5μm的計數脈衝,這在工業普通測控中已達到了很高精度。由於位移是一個矢量,即要檢測其大小,又要檢測其方向,因此至少需要兩路相位不同的光電信號。為了消除共模干擾、直流分量和偶次諧波,通常採用由低漂移運放構成的差分放大器。由4個光敏器件獲得的4路光電信號分別送到2隻差分放大器輸入端,從差分放大器輸出的兩路信號其相位差為π/2,為得到判向和計數脈衝,需對這兩路信號進行整形,首先把它們整形為占空比為1:1的方波。然後,通過對方波的相位進行判別比較,就可以等到光柵尺的移動方向。通過對方波脈衝進行計數,可以等到光柵尺的位移和速度。
安裝指導
光柵尺線位移感測器的安裝比較靈活,可安裝在工具機的不同部位。
一般將主尺安裝在工具機的工作檯(滑板)上,隨工具機走刀而動,讀數頭固定在床身上,儘可能使讀數頭安裝在主尺的下方。其安裝方式的選擇必須注意切屑、切削液及油液的濺落方向。如果由於安裝位置限制必須採用讀數頭朝上的方式安裝時,則必須增加輔助密封裝置。另外,一般情況下,讀數頭應儘量安裝在相對工具機靜止部件上,此時輸出導線不移動易固定,而尺身則應安裝在相對工具機運動的部件上(如滑板)。
1、光柵尺線位移感測器安裝基面
安裝光柵尺感測器時,不能直接將感測器安裝在粗糙不平的工具機身上,更不能安裝在打底塗漆的工具機身上。光柵主尺及讀數頭分別安裝在工具機相對運動的兩個部件上。用千分表檢查工具機工作檯的主尺安裝面與導軌運動的方向平行度。千分表固定在床身上,移動工作檯,要求達到平行度為0.1mm/1000mm以內。如果不能達到這個要求,則需設計加工一件光柵尺基座。
基座要求做到:(1)應加一根與光柵尺尺身長度相等的基座(最好基座長出光柵尺50mm左右)。(2)該基座通過銑、磨工序加工,保證其平面平行度0.1mm/1000mm以內。另外,還需加工一件與尺身基座等高的讀數頭基座。讀數頭的基座與尺身的基座總共誤差不得大於±0.2mm。安裝時,調整讀數頭位置,達到讀數頭與光柵尺尺身的平行度為0.1mm左右,讀數頭與光柵尺尺身之間的間距為1~1.5mm左右。
2、光柵尺線位移感測器主尺安裝
將光柵主尺用M4螺釘上在工具機安裝的工作檯安裝面上,但不要上緊,把千分表固定在床身上,移動工作檯(主尺與工作檯同時移動)。用千分表測量主尺平面與工具機導軌運動方向的平行度,調整主尺M4螺釘位置,使主尺平行度滿足0.1mm/1000mm以內時,把M2螺釘徹底上緊。
在安裝光柵主尺時,應注意如下三點:
(1) 在裝主尺時,如安裝超過1.5M以上的光柵時,不能象橋樑式只安裝兩端頭,尚需在整個主尺尺身中有支撐。(2)在有基座情況下安裝好後,最好用一個卡子卡住尺身中點(或幾點)。(3)不能安裝卡子時,最好用玻璃膠粘住光柵尺身,使基尺與主尺固定好。
3、光柵尺線位移感測器讀數頭的安裝
在安裝讀數頭時,首先應保證讀數頭的基面達到安裝要求,然後再安裝讀數頭,其安裝方法與主尺相似。最後調整讀數頭,使讀數頭與光柵主尺平行度保證在0.1mm之內,其讀數頭與主尺的間隙控制在1~1.5mm以內。
4、光柵尺線位移感測器限位裝置
光柵線位移感測器全部安裝完以後,一定要在工具機導軌上安裝限位裝置,以免工具機加工產品移動時讀數頭衝撞到主尺兩端,從而損壞光柵尺。另外,用戶在選購光柵線位移感測器時,應儘量選用超出工具機加工尺寸100mm左右的光柵尺,以留有餘量。
5、光柵尺線位移感測器檢查
光柵線位移感測器安裝完畢後,可接通數顯表,移動工作檯,觀察數顯表計數是否正常。
在工具機上選取一個參考位置,來回移動工作點至該選取的位置。數顯表讀數應相同(或回零)。另外也可使用千分表(或百分表),使千分表與數顯表同時調至零(或記憶起始數據),往返多次後回到初始位置,觀察數顯表與千分表的數據是否一致。
通過以上工作,光柵尺線位移感測器的安裝就完成了。但對於一般的工具機加工環境來講,鐵屑、切削液及油污較多。因此,感測器應附帶加裝護罩,護罩的設計是按照感測器的外形截面放大留一定的空間尺寸確定,護罩通常採用橡皮密封,使其具備一定的防水防油能力。
使用注意事項
(1)光柵尺感測器與數顯表插頭座插拔時應關閉電源後進行。
(2)儘可能外加保護罩,並及時清理濺落在尺上的切屑和油液,嚴格防止任何異物進入光柵尺感測器殼體內部。
(3)定期檢查各安裝聯接螺釘是否鬆動。
(4)為延長防塵密封條的壽命,可在密封條上均勻塗上一薄層矽油,注意勿濺落在玻璃光柵刻劃面上。
(5) 為保證光柵尺感測器使用的可靠性,可每隔一定時間用乙醇混合液(各50%)清洗擦拭光柵尺面及指示光柵面,保持玻璃光柵尺面清潔。
(6) 光柵尺感測器嚴禁劇烈震動及摔打,以免破壞光柵尺,如光柵尺斷裂,光柵尺感測器即失效了。
(7) 不要自行拆開光柵尺感測器,更不能任意改動主柵尺與副柵尺的相對間距,否則一方面可能破壞光柵尺感測器的精度;另一方面還可能造成主柵尺與副柵尺的相對摩擦,損壞鉻層也就損壞了柵線,以而造成光柵尺報廢。
(8) 應注意防止油污及水污染光柵尺面,以免破壞光柵尺線條紋分布,引起測量誤差。
(9) 光柵尺感測器應儘量避免在有嚴重腐蝕作用的環境中工作,以免腐蝕光柵鉻層及光柵尺表面,破壞光柵尺質量。
總結
合理選取光柵尺,正確使用使其物盡其能;也有互相矛盾的一面,安裝位置既要儘可能靠近驅動軸線,又要儘量遠離工具機的發熱源(如絲槓副),這就要看工具機設計師,怎樣兼顧折衷考慮各方面因素,綜合考慮光柵尺選型、設計、安裝、捌試等因素,得到比較合理的性價比,勢必取得比較好的控制檢測效果。 通過以上幾個步驟的調試,一台數控工具機一般都能獲得很好的位置精度(定位精度、重複定位精度),達到工具機設計要求,能很容易滿足用戶的需求,對數控工具機的製造廠家和使用用戶有著非凡的現實意義。
