隨著現代工業的快速發展、科技的進步、人類生活水平的提高,人類對環保意識的增強,能源的緊缺和機械產品的高質量等,針對這一市場需要研發出HM系列氣氛殘氧檢測、加熱爐膛氣憤檢測、熱處理滲碳、碳氮共滲、正火退火、燒結爐窯、冶金煉鐵等系列氣氛檢測自動控制系統供市場選擇。目前碳控儀和氧感測器日益廣泛地運用於可控氣氛熱處理。碳控儀採用先進的大規模積體電路,以工業MPU為核心,採用多種軟硬體抗干擾措施和智慧型PID調節技術,與氧探頭配套使用,可適用與各種井式爐、多用爐和連續爐等可控氣氛爐控制調節氣氛。它是目前最佳的燃燒氣氛測量方式,具有結構簡單、回響迅速、維護容易、使用方便、測量準確等優點。
井式爐控制系統由檢測元件華敏測控HMA630氧感測器、2400碳控儀、控制執行機構電磁閥和氧感測器維護儀組成。
氧感測器直接伸入爐膛內檢測爐內氣氛的氧濃度和爐內的溫度,通過導線將感測器測出的氧電勢信號和溫度信號傳送到碳控儀,碳控儀具有多種控制輸出,多種控制功能,多種輸出方式,具有自動演算功能,將傳送來的氧電勢信號和溫度信號經過自動運算後顯示出爐內的碳勢相對值,碳控儀根據設定值與測量值之比,通過PID控制輸出繼電器來控制執行機構電磁閥的開閉,控制富化劑的流量來達到控制碳勢的目的。
感測器前端長期工作在滲碳爐內,其在爐內的敏感元件表面很容易積碳,這將會使感測器的輸出信號失真,而且還會產生較大的波動,造成碳控儀的顯示不正確或波動,因此要定期燒碳黑。氧感測器維護儀就具有這一維護功能,氧感測器維護儀內配有感測器工作必須的參比氣泵和燒碳黑氣泵,有自動和手動燒碳黑功能,自動燒碳黑是由液晶碳控儀根據程式來定期對感測器燒碳黑。
系統工作原理
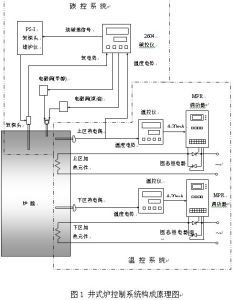 井式爐控制系統構成原理圖
井式爐控制系統構成原理圖碳控系統通過氧探頭採樣爐內碳勢,通過上區爐溫控制熱電偶採樣溫度信號,由碳控儀計算出爐內的實時碳勢,與設定值比較,碳控儀輸出PID調節信號,控制電磁閥的動作,達到控制爐內碳勢的目的。滲劑採用甲醇加煤油,甲醇作為載劑,煤油作為富化劑。也可以通入氨氣進行碳氮共滲。系統設計有氧探頭自動維護裝置(PS系列氧探頭維護儀),該裝置可以提供標準的氧探頭參比氣,並通過接收由碳控儀發出的維護信號,自動對氧探頭進行燒碳黑操作,燒碳黑過程可以在任何工作狀態下進行,不會影響碳控系統正常工作。
溫控系統通過上、下區爐膛內的熱電偶採集熱電勢信號,信號分別傳輸到各區的溫控儀表。溫控儀表對檢測溫度與設定溫度進行比較分析,計算出合適的加熱功率,並將功率信號轉換成4-20mA的標準信號,傳輸給MPR調功器。MPR調功器接收到溫控儀的信號後,通過計算確定固態繼電器導通周波數和觸發時基,並向可控矽發出觸發信號,控制可控矽導通,調節加熱功率,從而控制上、下區爐膛溫度。
自動維護儀
氧感測器工作的好壞直接關係到熱處理產品品質。由於氧感測器長期工作在高溫高碳勢的特定的條件環境下,精心地維護是保證氧感測器正常工作的必要環節,使用維護的好壞,直接影響到氧感測器的檢測精度、使用壽命和產品質量。氧感測器的維護操作比較複雜,對用戶使用維護都有一定的要求,因此用戶在使用維護氧感測器時常常出現誤操作。為了儘量減少用戶的操作量,最大限度地降低用戶的誤操作,使用戶能夠更合理、更方便地使用和維護氧感測器,華敏測控的HM氧感測器維護儀是根據HMC、HMA等系列氧感測器的工作要求,提供參比氣和清掃氣,可以通過手動、自動兩種方式實現維護操作。
氧探頭的安裝方式
(1)在可能的情況下,氧探頭儘量採取垂直安裝。
(2)氧探頭安裝所用接頭為專用接頭。
(3)氧探頭穿過爐牆的孔最好預埋瓷套管,這樣可以極大地提高氧探頭的使用壽命。
(4)氧探頭最好在設備維修時的室溫狀態安裝。
(5)氧探頭的信號引出線要用禁止線,以消除干擾。熱電偶引線要用相應的補償導線。
(6)氧探頭在井式爐上的安裝方式。氧探頭在連續式滲碳爐和密封箱式爐上使用,工作環境比較穩定,對氧探頭正常工作有利。在井式滲碳爐上使用,由於工作環境的特殊性,對氧探頭的安裝方式,保護措施及日常的維護都有更高的要求。
基本技術參數
1).工作電源:AC220V/50-60Hz
2).氣管接頭:Æ6快速接頭
3).參比氣調節範圍:60-1000ml/min
4).使用環境溫度:<60℃
5).氧感測器工作溫度:600℃-1150℃ ; 碳勢控制範圍:0.01-1.5%C;碳勢控制精度:±0.05%C
6).回響時間:≤1秒
注意:維護儀應安裝在環境溫度不超過60℃的環境中,一般距離熱源(連續爐、箱式爐等爐體)在0.5米以上為好。
