
電渣冶金技術
利用電流通過液態熔渣產生電阻熱用以精鍊金屬的一種特種熔煉方法。它是一項跨學科、跨行業的技術,用於重熔精煉時稱為電渣重熔;用於鑄造時稱作電渣熔鑄;用於焊接時稱做電渣焊;用於製備複合材料時稱做電渣複合;用於鑄錠加熱補縮時稱為電渣熱封頂;用於連續鑄鋼之中間罐的中間罐電渣加熱,將熔融鋼水澆入水冷結晶器,經過導電狀態的熔渣渣洗的電渣澆鑄,在耐火材料爐襯的爐體內,利用電渣過程,熔化金屬使之合金化,制獲得優質合金鋼鋼水供鑄造的有襯電渣爐熔煉,將有襯電渣爐與離心鑄造相結合的電渣離心澆鑄,在感應爐內(鋼液上面)製造電渣過程,活化爐渣,強化脫硫,發展形成了感應電渣爐,進一步與離心澆鑄相結合形成感應電渣離心澆鑄。
世界各工業國家都在致力於發展電渣冶金,這是由於它具有許多優越性:(1)性能優異。電渣冶金產品金屬純淨,組織緻密、成分均勻、表面光潔、產品使用性能優良。如GCr15電渣重熔軸承鋼使用壽命是電爐鋼的3.35倍。(2)生產靈活。電渣重熔可生產圓錠、方錠、扁錠、空心錠。電渣熔鑄可生產圓管、橢圓管、偏心管、方形管,所熔鑄的產品從幾克的假牙到150t的水泥迴轉窯爐圈。(3)工藝穩定。質量與性能再現性高。(4)經濟上合理。設備簡單、操作方便,生產費用低於真空電弧重熔,金屬成材率高,對高合金鋼及超級合金和大鋼錠而言,提高成材率的效益足以抵消生產成本。(5)過程具有可控性。過程控制參量少,目標參量易於達到,便於用計算機控制。對產品微量化學成分、夾雜物形態及性質、晶粒尺寸、結晶方向、顯微偏析、碳化物不均度及顆粒度、碳化物結構都能予以控制。
電渣冶金還存在以下不足,需採取對應措施彌補或改進:(1)電耗較高。世界各國電渣重熔電耗一般在1300~1600kW·h/t,而空心錠電耗更高。(2)氟的污染。電渣冶金渣中含有較多的CaF,在熔煉過程中還逸出SiF、AlFSF、CF、HF等有害氣體危害工人健康,造成環境污染,應推廣低氟渣及無氟渣。(3)產品批量小,管理不便。應固定電渣工藝,以自耗電極母爐號為一批,便於產品檢驗及生產管理。
中間罐電渣加熱原理及設備
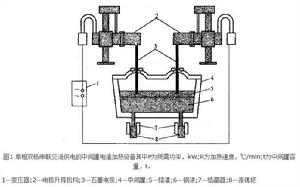
中間罐電渣加熱設備包括一台變壓器和一套電極升降裝置及其控制系統;供電方式有單相單極交流供電及單相雙極串聯交流供電兩種。採用單相雙極串聯方式時,兩根石墨電極或同鋼種自耗電極位於中間罐長度方向上。操作時先在中間罐內造一定成分和數量的熔渣(或在罐外化渣)並保持一定時間使其內襯溫度升高,然後將盛鋼桶內的鋼液通過滑動水口經位於中間罐中部外側封閉的流鋼槽注入罐內。供電電極及渣液面隨注入鋼液而上升,鋼液面位置由液面控制系統控制。圖1是單相雙極串聯交流供電的中間罐電渣加熱設備。採用單相單極供電方式時,電流經埋於罐襯內的金屬底電極返回電源。圖2是單相單極交流供電的、用於水平連鑄的中間罐電渣加熱示意圖。
 中間罐電渣加熱
中間罐電渣加熱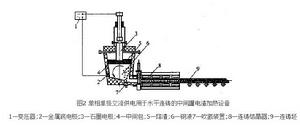 中間罐電渣加熱
中間罐電渣加熱鋼液溫度控制
中間罐內鋼液溫度通過加熱過程輸入的功率來控制。電渣中間罐加熱大多是補償熱損失、使鋼液過熱度保持恆定,以確保鑄坯質量。這時,所需輸入功率與中間罐容量間的關係為:
P=125t (1)
在某種情況下,要求提高中間罐內的鋼液溫度,取決於加熱速率的所需輸入功率為:
P=(125+65R)t (2)
加熱用渣系
常用於電渣重熔過程的CaF—AlO渣系,由於渣中CaF含量高,對渣線部位罐襯侵蝕大,不適用中間罐電渣加熱。可選用中性偏鹼性的50%CaO+50%AlO或45%CaO+55%AlO渣系,這種渣具有較高的電阻,不含CaF,對罐襯侵蝕小,並能減少對環境的污染。採用CaO-AlO-CaF-SiO渣系,在中間罐電渣加熱過程中,鋼液硫含量可顯著降低。
工藝特點
中間罐電渣加熱的優點是:
(1)包襯預熱溫度高。在採用等離子或感應加熱時,中間罐採用煤氣或其他方式烘烤,罐襯溫度很難超 過1000℃。而採用電渣加熱時,在鋼液注入中間罐前,可在罐內實現液渣保持,使罐襯預熱到接近渣溫,這就可消除第一爐鋼液開澆後的短暫低溫現象,提高連鑄坯端部的質量,減少金屬損失。
(2)熱效率高。電渣加熱是利用熔渣電阻熱來加熱金屬,由於熱產生在渣中,故不像等離子加熱那樣熱輻射損失大,而是可以得到較高的熱效率。
(3)加熱均勻。採用電渣加熱時,高溫熔渣對中間罐內鋼液進行全面加熱,鋼液溫度較均勻,避免了採用等離子加熱時鋼液溫度分布不均勻的缺點。
(4)熔渣具有良好的冶金反應能力。加熱過程中,熔渣能很好地覆蓋鋼液,減少吸氣。電渣加熱用熔渣一般偏鹼性,有利於脫硫與吸收非金屬夾雜物,對鋼液起一定的精煉作用。
(5)採用同鋼種自耗電極可回收返回料。對低碳、超低碳鋼種如不鏽鋼,可採用同鋼種切頭、切尾或某些報廢鋼材(如因表面缺陷報廢的棒材等)作自耗電極,其消耗量為鋼液總量的2%~4%,不影響鑄坯冶金質量。
(6)設備簡單,操作維修容易,投資省。對於相同容量的中間罐,電渣加熱的設備投資是等離子加熱的50%左右。
中間罐電渣加熱也有其弱點:
(1)對澆注系統要求嚴。由於中間罐內布置有兩根石墨電極,盛鋼桶與中間罐之間難以採用浸入式長水口;中間罐內必須安裝定徑水口;在開澆及更換中間罐時,考慮到熔渣的存在必須採用專門的技術(包括澆注系統的設計及操作)。
(2)由於採用石墨電極,當控制或操作不當時,有可能使鋼液增碳。
