
下模座主要功能
針對模鍛來說,一般情況,如果鍛件的形狀比較簡單,通常將模具的下模作為主型腔,用來規範模型,上模通常可以簡單一些甚至可以用平砧。如果鍛件形狀較為複雜,分模面設在中間,那么上模和下模都需要設計型腔。總的來說,上下模都是起到將鍛件塑型的作用,下模通常起主要作用,上模輔助,不過也有特殊情況,若下模塑形不理想可以將上模作為主型腔,因為反擠成形會更容易一些。最重要的還是要看鍛件的形狀。
下模座 - 數控轉塔沖床
 合力沖床160T
合力沖床160T數控轉塔沖床的下模座,包括中心設有模具安裝孔的模座體,模座體包括安裝座和環形凸台,環形凸台設定於安裝座的上部,所述環形凸台由與安裝座連為一體的固定環和可拆卸的壓環組成,固定環上部分缺失,缺失部分的底部為剖分平台,壓環與固定環上缺失部分相當,所述壓環與固定環拼接成完整的圓環,壓環所在的圓弧的圓心角小於180°。在安裝模具後,所占據圓弧的圓心角大於180°的固定環對凹模起主要定位作用,即使壓環的安裝螺釘鬆動,凹模也不會因為跑偏而損壞。本實用新型消除了模具跑偏造成模具損傷的隱患,提高了下模座的可靠性,可套用在模位空間較小的數控轉塔沖床上。
 下模座
下模座浪形保持架整形下模座的改進
浪形保持架生產工藝主要由切環、成形、整形、沖孔等衝壓加工工序組成。整形工序是浪形保持架衝壓加工時,保證除鉚釘孔尺寸以外的保持架成品幾何形狀、尺寸的主要工序,是將浪形保持架成形工序加工出的保持架半成品通過整形工序完成整形半成品加工生產過程。
根據整形工序的重要性,其加工產品質量的好壞,對成品軸承的質量產生直接影響。由於浪形保持架整形工序加工質量主要是由整形工序工裝模具保證的。由於模具結構複雜,模具加工質量不容易保證,且模具的裝配關係容易使組裝後模具累積誤差增大,保證不了保持架整形工序的正常生產。整形加工時,容易產生保持架窩偏、窩位置不正、平面不平整、一面輕一面重、毛刺等問題,更不便於模具的調整。因此,經過分析研究,我們對浪形保持架整形標準模的下模座加以改進。使改進後的下模座強度提高,剛性增強,便於加工製造,便於模具更換調整,而且能夠保證保持架的加工質量。
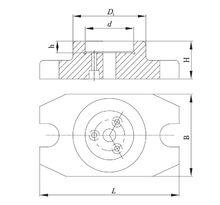 圖1 改進前下模座
圖1 改進前下模座通過對下模座結構進行改進,改進後去掉沉孔h,保持下模座總高度H不變,使下模座承受壓力增大,整體強度增加,剛性提高,由於取消了沉孔,故而可以減小下模座外形尺寸,由長方形改變為圓形,占用壓力機工作檯面的面積變小,從而可以在小一級噸位的壓力機上套用,提高了效率,適應性得到增強。由圖2可以看出整形凹模是放在下模座上通過螺釘來固定,這樣上下模在對模時可以自動找正,工人在對模具的過程中,生產安全係數增加了。並且在衝壓保持架時不易產生窩偏,窩壓不正的現象,調整也容易了,取消整形下模座止口後,整形凹模在加工時外徑尺寸要求也放寬了,可以取消加工公差,便於加工。下模座的加工方法也簡單多了,如圖1所示, 改進前整形工序模具結構圖外形台階可以取消,原先和凹模配合的止口尺寸取消了,凹模與下模座也便於加工了。整形凹模;下模座的加工成本也降低了,這樣保持架的加工成本也隨之降低了。
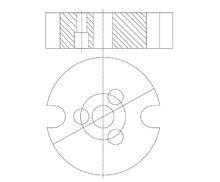 圖2 改進後下模座
圖2 改進後下模座通過對浪形保持架整形下模座的改進,最佳化了模具結構,降低了模具的製造難度,提高了模具強度和剛性,模具質量容易得到保證,保證了模具的穩定性,產品質量得到提高,減少了操作者的調整時間,操作簡單,定位準確,穩定性好便於調整,便於更換,減輕了勞動強度,可以採用較小噸位的壓力機進行加工,工作效率得到提高。取得了良好效果。
