概述

結構
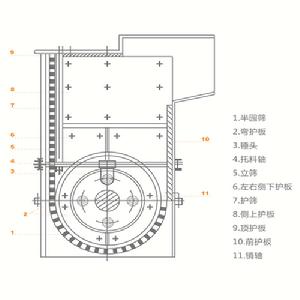
一機二破由箱體、半圓篩、彎護板、錘頭、托料軸、立篩板、左右側下護板、護篩、側上護板、頂護板、前護板、銷軸等組成。
工作原理
一機二破工作時,電機帶動轉子作高速旋轉,物料均勻的進入破碎機腔中,大塊的物料被托料軸托起,高速迴轉的錘頭將其擊打、破碎,此過程為粗碎,粗碎後的物料進入下機腔中被繼續細碎,在轉子下部,設有篩板、粉碎物料中小於篩孔尺寸的粒級通過篩板排出,大於篩孔尺寸的物料阻留在篩板上繼續受到錘子的打擊和研磨,直到破碎至所需出料粒度最後通過篩板排出機外。產品特點
1.高破碎比,最大進料可達1200mm,出料粒度10-40mm。2.產量高,每小時產量可達60-500噸。
3.一次成型,可據客戶要求,調節需要的粒度。
4.錘頭採用高錳鋼鑄造,耐磨、耐衝擊,使用壽命長。
5.一機二破結構密封,解決了破碎車間的粉塵污染和機體漏灰問題。
6.整體設計造型美觀、結構緊湊,易損件少,維修方便等優點。
技術參數
| 型號 | 進料口尺寸 (mm) | 最大進料粒度 (mm) | 生產能力 (t/h) | 電機功率 (KW) | 主軸轉速 (r/min) |
| PC800×1000 | 500×700 | ≤500 | 20-60 | 75 | 900 |
| PC1000×1200 | 550×900 | ≤500 | 30-90 | 110 | 820 |
| PC1200×1400 | 600×1100 | ≤500 | 80-130 | 132 | 820 |
| PC1500×1700 | 700×1400 | ≤550 | 150-200 | 200 | 750 |
| PC1900×1900 | 860×1860 | ≤650 | 200-300 | 280 | 720 |
| PC2200×2100 | 1100×2100 | ≤800 | 280-400 | 132×2 | 700 |
機器的安裝
安裝前的準備
使用單位應參考總圖及有關基礎設計資料的地基圖進行施工設計。設備安裝前,必須認真檢查基礎坐標位置,預留操作空間和地腳螺栓預留位置,應符合本設備總圖及有關基礎設計資料。設備的縱、橫基礎坐標(縱、橫向軸線)分別時設備的中心線和轉子軸的軸線。地腳螺栓預留孔的中心距離位置偏差不得大於±10mm。
設備安裝前,現場裝配的零、部件應進行認真的清洗,清除因運輸、保管不善和其他原因所產生的油污和鏽蝕。
安裝過程中應保護各相互運動表面,防止塵土或污物污染以及水分潮濕引起的鏽蝕,嚴禁使用不潔的油脂。
試運轉
設備試運轉前的準備試車前應制定試運轉規程。
設備及周圍應清潔,動力源及處理物料應符合設計要求,應設有必要的照明和通訊設施。
檢查並確認破碎機機體內沒有留有金屬異物和其它任何物品。
檢查所有緊固見是否鎖緊牢固,各們、孔蓋是否密閉。
檢查各潤滑點是否裝填了規定的潤滑脂。
危險部位應設定安全防護設施和標記,試車人員應站在安全區域,其餘人員應退出試車區域。
空負荷運轉
啟動電機試車前,應先人工盤車,確認正常後才能投入空負荷試車。空負荷試車必須遵循先點動後連續的原則,待確認情況正常後再連續運轉。
空負荷連續運轉時間為4小時。
空負荷連續運轉檢查如下項目:
a.各運動部件應運轉良好,不得有異常的振動和噪音。
b.各軸承溫升不得超過35°C,並且溫度要求穩定。
c.各潤滑部位無泄漏現象。
d.傳動皮帶不得啃邊、打滑。
空負荷運轉試驗完成後,必須重新擰緊所有的緊固見和地腳螺栓,並對傳動帶的張緊作必要的調整。
負荷試運轉
負荷試運轉必須在整個破碎系統各單機和系統聯動試運轉合格之後進行。物料的餵入必須遵循先低速後高速,餵入料快先小後大的原則。經兩個小時左右的低負荷(不到處理能力的50%)試運轉後,逐步升至機器標定的處理能力。
負荷試運轉的連續運轉時間不少於8小時。
試車20分鐘後停車,再次緊固用以壓緊錘盤用的緊環處的螺栓以及防止穿銷軸外竄的固定擋板上的螺栓。
負荷試運轉完成後,必須再次擰緊所有的連線螺栓、地腳螺栓,調整皮帶。檢查錘頭、篩板等。對重要零件的表面狀況進行檢查並作必要的調整。
機器的操作規程
破碎機應嚴格保證在空載的情況下起動。出料皮帶輸送機必須與板式餵料機聯鎖,而不與破碎機聯鎖。當皮帶機發生故障,則板餵機立即停止,破碎機則繼續運轉,直至機腔內物料全部破碎並排除機外才允許停車。本機器在每班開機前應內、外檢查各旋轉部件的緊固螺栓、擋板螺栓、緊環螺栓有無鬆動現象,如發現應應予以排除,機體內襯板螺栓應每周檢查一次。
機器應均勻給料,嚴禁金屬異物進入破碎機,操作人員聽到金屬異物撞擊的的異常聲響或電流表負荷過大等現象時,必須立即停機,待機器完全停止後排除異物並檢查各有關轉動零部件有無損壞,確認正常後才能繼續開機給料。
本機器的操作和維修工人必須經過必要的培訓,才能上崗工作。必須熟讀本說明書,熟悉設備的原理和構造,必須嚴格遵守本說明書的規定,保證設備運行的可靠性和安全性。
機器的維護
用戶必須建立嚴格的操作、維護和安全制度,保持設備的清潔和完好,尤其要注意保護電動機的清潔。新機器安裝後,每班工作完了,必須對機器進行全面的檢查。大約運轉兩周后,則可每月對機器作一次全面的檢查,對機器的電機必須每周作一次全面檢查。檢查的內容包括固定部位螺栓的緊固情況,皮帶傳動、軸承密封、電氣開關的情況,並應對出現的問題及時作相應的處理。
機器的運轉操作,要嚴格執行技術規範的要求,嚴禁超負荷工作。機器運轉過程中嚴禁帶開檢修孔和人孔門。
機器運轉時,工作人員不能站在轉子慣性力作用線的範圍內,電器開關的位置也應避開這個位置。
錘頭磨損的評價、更換以及錘盤的維護。
錘頭損到一定限度時可換面繼續使用。當兩角都磨損時,則必須更換錘頭。
安裝及更換錘頭時,應進行稱量,稱後沿徑向均衡對稱安裝。對稱兩排錘頭的排列以中間最重,向兩側遞減的方式。
發現錘盤周堆焊層磨損,應及時按零件圖要求重新堆焊修復,堆焊操作必須嚴格按照相關堆焊工藝進行。若發現有較大破壞應及時更換。
換錘頭及錘盤檢修過程中掉落在機器內的金屬異物必須在操作完成之後認真清理出去。
為使在更換轉子零件時不影響生產,應多準備一套組裝好的轉子部件(除皮帶輪、軸承座以外)。
篩板的檢修
定期檢查篩板磨損情況,如有不正常情況應設法排除,並應視具體情況及時更換。每次檢修或設備較長時間停運轉後,在設備投入負荷工作之前,必須空負荷運轉1小時
