
產品簡介
金屬粉末注射成型技術(Metal Injection Molding,簡稱MIM技術), 是一種將粉末冶金與塑膠成形工藝相結合的新型製造工藝技術。它是先將所選粉末與粘結劑進行混合,然後將混合料進行制粒再注射成形所需要的形狀。聚合物將其粘性流動的特徵賦予混合料,而有助於成形、模腔填充和粉末裝填的均勻性。成形以後排除粘結劑,再對脫脂坯進行燒結。有的燒結產品還可能要進行進一步緻密化處理、熱處理或機加工。燒結產品不僅具有與塑膠注射成形法所得製品一樣的複雜形狀和高精度,而且具有與鍛件接近的物理、化學與機械性能。在傳統機械加工技術中,對於複雜的零件,通常是先分解並製作出單個零件,然後再組裝;而在使用PIM技術後,完全可以考慮將其整合成完整的單一零件,這樣大大減少了生產步驟,簡化了加工程式,節約成本,提高效率。這樣的技術特點使得該工藝技術特別適合大批量生產小型、精密、三維形狀複雜以及具有特殊性能要求的金屬零部件的製造。
該工藝技術不僅具有常規粉末冶金工藝工序少、無切削或少切削、經濟效益高等優點,而且克服了傳統粉末冶金工藝製品密度低、材質不均勻、機械性能低、不易成型薄壁、複雜結構的缺點,特別適合於大批量生產小型、複雜以及具有特殊要求的金屬零件。
 Metal Injection Molding
Metal Injection Molding制粉技術
MIM對原料粉末要求較高,粉末的選擇要有利於混煉、注射成形、脫脂和燒結,而這往往是相互矛盾的,對MIM原料粉末的研究包括:粉末形狀、粒度和粒度組成、比表面等,表1中列出了最適合於MIM用的原料粉末的性質。
由於MIM原料粉末要求很細,MIM原料粉末價格一般較高,有的甚至達到傳統PM粉末價格的10倍,這是目前限制MIM技術廣泛套用的一個關鍵因素,目前生產MIM用原料粉末的方法主要有羰基法、超高壓水霧化法、高壓氣體霧化法等。
羰基法
MIM最早使用的粉末是羰基法生產的,美國GAF化學公司採用較粗的海綿鐵粉作原料,制粒後在350度氫氣中退火活化,然後置於反應器中,鐵粒暴露在循環的CO中,氣體壓力為6OPMa,溫度160度,鐵與CO發生反應,得到氣態的Fe(CO)5,並加以冷凝收集,接下來,使Fe(CO)5蒸發通過一個垂直的反應塔,反應塔加熱到300度,在催化劑NH3作用下,Fe(CO)5在塔頂部分解為Fe和CO氣體,將沉積的鐵粉聚集體球磨,得到符合要求的成品鐵粉,粉中一般含0.8%C,0.7%N和0.3%O(質量分數)。
羰基法是一種較為成熟的製備MIM用粉末的方法,所製得的粉末呈秋形,粒度小,但是羰基法只能生產有限的幾種粉末(如鐵粉、鎳粉),不易生產包含2種以上元素的合金粉,而且羰基法生產過程毒性大,在MIM生產過程中還存在碳含量控制的問題。
超高壓水霧化法
日本的PAMCO,Kawasaki Steel,Kawasaki Steel幾家公司發展了一種超高壓水霧化,該法能夠較為經濟地大量生產MIM用金屬和合金粉末。其中以PAMCO公司產量最大,工藝也最有代表性。該公司年產MIM用粉末300t採用150MPa高壓水霧化,其主要產品為各種不鏽鋼粉和低合金鋼粉,PAMCO從20世紀80年代中期開始商業生產MIM粉,針對水霧化粉搖實密度低,導致注射成形時填充密度低而需要較多的粘結劑的缺點,在增加粉末的球化率,提高其搖實密度方面作了許多改進,改進後的PAMCO新型MIM粉的搖實密度比常規MIM水霧化粉的搖實密度提高了10%,採用具有較高搖實密度的粉末,PAMCO已經成功地將所需粘結劑減少了20%左右。
採用改進型噴嘴的高壓氣體霧化法
氣體霧化法生產的粉末搖實密度高,流動性好,所需添加劑量少,且用惰性氣體,所得粉末的殘留氣體含量比水霧化粉至少低一個數量級,但是一般氣體霧化粉顆粒較粗,約為40-50um,能適應MIM要求的細粉量很少,英國Osprey公司和PSI公司為此對噴嘴進行改進,採用高壓氣體霧化,使得適合MIM用的細粉產出率大大提高。Osprey公司用高壓氬氣和氮氣(壓力為5PMa)生產的不鏽鋼粉末中有75%的粉末粒度小於20um,大大高於常規氣霧化法的20%,其平均粒度為14um,該公司還用該法生產了高速鋼粉、工具鋼粉以及磁性合金粉等。據Osprey公司稱,這種高壓氣霧化MIM粉價格主要取決於生產規模大小,在大規模生產的情況下,該法生產的粉末價格甚至可以與高壓水霧化法抗衡。
微霧化法
美國Micro Materials Technology和GTE Products公司報導了他們採用微霧化法製備MIM用細粉的情況。據稱,該法是一種有效製備小於20um粉末的生產方法,其原理是基於金屬液滴撞擊不浸潤的基片而發生破碎。原料為普通霧化法生產的較粗粉末(50-150um),利用等離子噴槍熔化原料粉末並加速熔融金屬液滴,被加速的金屬液滴撞擊不浸潤的旋轉基盤而產生破碎,破碎的細小液滴球化,並迅速冷卻成細小粉末。
微霧化法是一種將較粗粉末有效地處理成細粉的新工藝,有以下優點:無容器熔化而大大減少了粉末污染;由於高的等離子氣體的溫度,沒有熔點限制,可以方便地製造各種難熔金屬和合金粉末;不需要常規的龐大的爐子裝置,節約能源。另外,美國Ultra Fine Powder Technology公司開發了一種Tandem霧化裝置,它的基本原理是在霧化之前,將一定壓力的氣體注入金屬熔體中,這樣,霧化後每一金屬液滴內都包含有氣體。在冷卻過程中,液滴內部氣體壓力增大,金屬液滴產生破碎而得到超細球形粉末。
Nanoval層流霧化法
德國 Nanoval公司開發出了一種獨特的氣霧化技術,基本思路是套用自穩定的、嚴格成層狀的氣流,使熔化的金屬平行流動。熔化了的金屬從拉瓦爾噴嘴的入口到最窄處被氣體壓縮而迅速加速(從幾m/s到音速),氣體為獲得穩定而呈層狀流動。在最窄處以下,氣體被快速壓縮,加速至超音速,在氣液流界面由於剪下應力,金屬熔體絲以更高的速度變形,最終不穩定而破裂成許多更細的絲,最終凝結成細小粉末。
該技術可直接生產許多適合於MIM的貴金屬粉、特殊牌號的不鏽鋼和高速鋼粉、銅基合金和超合金粉等,該公司產品粉末粒度約為10um,其中20um粒度以下的粉末約占90%。
粘結劑
粘結劑是MIM技術的核心,在MIM中粘結劑具有增強流動性以適合注射成菜和維持坯塊形狀這兩個最基本的職能,此外它還應具有易於脫除、無污染、無毒性、成本合理等特點,為此出現了各種各樣的粘結劑,近年來正逐漸從單憑經驗選擇向根據對脫脂方法及對粘結劑功能的要求,有針對性地設計粘結劑體系的方向發展。
粘結劑一般是由低分子組元與高分子組元加上一些必要的添加劑構成。低分子組元粘度低,流動性好,易脫去;高分子組元粘度高,強度高,保持成形坯強度。二者適當比例搭配以獲得高的粉末裝載量,最終得到高精度和高均勻性的產品。通常採用的粘結劑主要有:熱塑性體系(石蠟基、油基和熱塑性聚合物基)、凝膠體系、熱固性體系和水溶性體系。
熱塑性體系
石蠟基粘結劑是最早使用,而且至今仍有競爭力的粘結劑休系,特別是壁厚小於3mm的零件,主要由石蠟與聚烯烴組成。如HDPE,LDPE,PP,PS,EVA,PEEA,POM/PE等。石蠟中PW,PEW無極性,而CW,BW有弱極性,相互配合可改善粘結劑與粉末的粘合程度。石蠟高溫粘度低,與塑膠相容性好,粉末裝載量高,但石蠟體系冷卻時收縮大,內應力大,脫脂慢。
油基粘結劑主要利用油在室溫下為液態或半固態,與石蠟基粘結劑相比,改善了內誚力,另外採用溶劑脫脂速度快。加然German認為若採用溶劑脫脂,應採用氫化植物油或椰子油,然而許多文獻報導可用其它多種油,如日本用花生油、Sasamw油與PE,PP配成粘結劑,美國用Hunt Weseen油與PE構成粘結束劑,石腦油可與PMMA配合。使用油基粘結劑的難點在於增加油含量的同時要保持生坯強度,防止兩相分離的產生,以及快速溶劑脫脂時解決溶脹和應力開裂的問題。AMAX Injection Molding公司的專利技術對這些問題解決得較好。
一般來說,熱塑性聚合物基粘結劑由於使用較多聚合物,成形坯強度高,但較多的聚合物會導致脫脂慢、裝載量低。這一類體系也有報導,如67%PP、22%微晶蠟、1%SA,以及72%PS,15%PP,10%PE,3%SA。最成功地套用於大規模工業生產的是20世紀90年代德國BASF公司開發的粘結劑。他們採用獨特的方法解決了這類體系的不足,該粘結劑90%以上為改性聚醛樹脂加上少量添加劑以利於高溫保形和降低粘度,不僅粉末裝載量高,而且餵料粘度與石蠟基在同一數量級,可適合很廣泛的粉末種類。公司已製成Fe,Fe/Ni,100Cr6,Fe/Co,WC/Co,Cu合金,YBa2Cu3O7等多種餵料出售。
凝膠體系
1978年美國的R.D.Rivers發明了凝膠體系,由甲基纖維素、少量水、甘油和硼酸組成。甲基纖維素與水在受熱時形成凝膠以提高生坯強度,特點是使用有機物少,脫脂快。不足之處是生壞強度低,脫模困難,不能連續生產,類似的體系還有瓊脂與水。1994年法國Impac和Metals Process System公司宣稱開發了Quickset無粘結劑工藝,只需傳統MIM粘結劑含量的5%,實際上也是用極少量的有機物加液體載體以形成特殊的結構來獲得生坯強度。據稱該粘結劑體系已可用來生產厚至20mm,重達800g的零件。目前日本PAMCO公司正和MPS公司聯合研究,進一步開發這一技術。
熱固性體系
Brasel通過對多種熱固性樹脂的選擇,確定了呋喃族樹脂可用於MIM,Petzoldt套用端羰基的聚醯胺樹脂,以多字能團環氧樹脂為硬化交聯劑,在150-250℃時發生交朕,交朕溫度高於注射和混煉溫度。熱固性粘結劑有些缺陷是難以解決的,如脫脂時不產生小分子,有殘留,廢次品不能重複使用等,因此限制了它在實際工業中的套用。
水溶性體系
水溶性粘結劑是20世紀90年代開發出的一類很有前途的體系,是從“固態聚合物溶液”(SPS)體系中發展起來的,用水溶性聚乙二醇(PEG)作主要成分,加部分PMMA或苯氧樹脂作粘結劑,在脫氧蒸餾水中浸泡脫脂,但這種體系存在混合時間長、脫脂慢、溶脹等缺陷。後來Amwar作了改進,採用懸浮聚合得到的超高分子量的PMMA(分子量-106),配合以特定的混合方式,解決了變形問題,使水脫脂溫度可以從室溫升至60-80℃,脫脂時間從16h降至3h,而且製備出了較高尺寸精度的產品。Hens等另闢蹊徑,用PEG與可交聯的聚合物PVB於脫脂前或部分脫脂後用紫外光固化,也控制了脫脂變形。Bialo發展了另一類水溶性體系,以聚氧化乙烯(PEO)為水溶性部分,成形壞只需在水中浸泡60-70min就可脫除PEO。
水溶性體系由於採用水脫脂,價格便宜,無毒,有利於環保,然而粘結劑存在吸水問題,混合較難,產品尺寸精度還不高。所以,雖然該體系已問世五年,但到目前為止,仍處於實驗室階段,但該體系無疑極具潛力,是發展方向。
此外還有些新型粘結劑體系,工藝上各有特點。如美國專利提出的聚醯胺基粘結劑;日本專利報導的丙烯酸系粘結劑,特點是易除去,無副縣長產物;含烷基的矽酸鹽無機物粘結劑,其注射壓力小於有機物粘結劑體系。此外還有自行合成的非晶態聚合物粘結劑,特點是可用混合溶劑解等。
混煉
混煉是將金屬粉末與粘結劑混合得到均勻餵料的過程。由於餵料的性質決定了最終注射成形產品的性能,所以混煉這一工藝步驟非常重要。這牽涉到粘結劑和粉末加入的方式和順序、混煉溫度、混煉裝置的特性等多種因素。這一工藝步驟目前一直停留在依靠經驗摸索的水平上,最終評價混煉工藝好壞的一個重要指標就是所得到餵料的均勻和一致性。
MIM餵料的混合是在熱效應和剪下力的聯合作用下完成的。混料溫度不能太高,否則粘結劑可能發生分解或者由於粘度太低而發生粉末和粘結劑兩相分離現象,至於剪下力的大小則依混料方式的不同而變化。MIM常用的混料裝置有雙螺旋擠出機、Z形葉輪混料機、單螺旋擠出機、柱塞式擠出機、雙行星混煉機、雙凸輪混料機等,這些混料裝置都適合於製備粘度在1-1000Pa·s範圍內的混合料。
混煉的方法一般是先加入高熔點組元熔化,然後降溫,加入低熔點組元,然後分批加入金屬粉末。這樣能防止低熔點組元的氣化或分解,分批加入金屬粉可防止降溫太快而導致的扭矩急增,減少設備損失。
對於不同粒度粉末搭配時的加料方式,日本專利介紹:先將較粗的15-40um水霧化粉加入粘結劑中,然後加入5-15um粉,最後加入粉度≤5um粉,這樣得到的最終產品的收縮變化很少。為了在粉末周圍均勻塗覆一層粘結劑,還可將金屬粉末直接加入到高熔點組元中,再加入低熔點組分,最後去除空氣即可。如Anwar將PMMA懸浮液直接加入到不鏽鋼粉中混合,然後將PEG水溶液加進去,乾燥,然後邊攪邊除去空氣。O'connor採用溶劑混合,先將SA與粉乾混再加入四氫呋喃溶劑,然後加入聚合物,四氫呋喃在受熱中逸去後,再加入粉末混合,可得到均勻的餵料。
注射成形
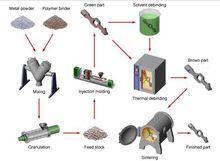
注射成形的目的是獲得所需形狀的無缺陷、顆粒均勻排由的MIM成形坯體。如圖1所示,首先將粒狀餵料加熱至一定高的溫度使之具有流動性,然後將其注入模腔中冷卻下來得到所需形狀的具有一定剛性的坯體,然後將其從模具中取出得到MIM成形坯。這個過程同傳統塑膠注射成形過程一致,但由於MIM餵料高的粉末含量,使得其注射成形過程在工藝參數上及其它一些方面存在很大差別,控制不當則易產生各種缺陷。
MIM產品可能的缺陷大部分是在注射成形步驟中形成,如裂紋、孔隙、焊縫、分層、粉末與粘結劑分離現象等。但這些缺陷經常是直至脫脂和燒結後由於注射時產生的應力被釋放後才能發現,因此,注射成形工藝的控制對提高產品成品率和材料利用率非常關鍵。
注射成形時缺陷控制問題基本可以分為二個方面,一是成形溫度、壓力、時間三者函式關係設定,另一方面則是填充時餵料在模腔中的流動就牽涉到模具設計的問題,包括在進料口的位置、流道的長短、排氣孔的設定等,這些都需要對餵料流變性質、模腔內溫度和殘餘應力分布清楚的了解。計算機模擬技術在金屬粉末注射成形模具設計方面將可發揮重要的作用。
脫脂
從MIM技術產生以來,隨著粘結劑體系的不同,形成了多種MIM工藝路徑,脫脂方法也多種多樣。脫脂時間由最初的幾天縮短以了現在的幾小時。從脫脂步驟上可以粗略地將所有的脫脂方法分為兩大類:一類是二步脫脂法。二步脫脂法包括溶劑脫脂+熱脫脂,虹吸脫脂——熱脫脂等。一步脫脂法主要是一步熱脫脂法,目前最先進的是amaetamold法。下面分別介紹幾種有代表性的MIM脫脂方法。
Wiech法
Wiech法以Wiech於1980年發明的專利為代表,並經過了幾次改進。可將其稱為Wiech(1)、(2)和(3)法。Wiech所用的粘結劑為MIM中最常用的蠟基粘結劑體系,含一種或多種組元。Wiech(1)法的基本過程是:首先將MIM成形坯置於一直空容器內,將其加熱到粘結劑的流動溫度或高於這個溫度,然後將溶劑以氣態形式緩慢地加入成形壞所在的容器內。氣態溶劑進入成形坯溶解粘結劑,溶解到一定程度,粘結劑的溶劑溶液會從成形壞中滲出。通過這種氣態溶劑可以脫除大部分的粘結劑而不會產生裂紋或斷裂現象。將已脫除了大部分粘結劑的成形坯再浸入液態溶劑中除去剩餘的部分粘結劑。由於已經通過氣態溶劑脫脂形成的孔隙能道,第二步浸入式溶劑脫脂速度很快,且不會產生裂紋和缺陷。最後將成形坯預熱以除去殘留的部分粘結劑和部分溶劑,並進行燒結得到成品。Wiech(1)法僅氣態溶劑脫脂就需3天時間,脫脂效率很低。且由於脫脂溫度高於粘結劑流動溫度,變形較嚴重。Wiech於1981年發明了Wiech(3)法,其基本過程是:將MIM成形坯置於一惰性氣體容器中,通過調節溫度和氣體流量,使得成形坯中粘結劑的蒸氣壓高於容器內氣氛壓力,這樣粘結劑能從成形壞中蒸發出來進入容器氣氛中,容器中有一個獨立部分用來冷凝收集粘結劑,粘結劑脫除速度可以通過調節冷凝速度來控制。對於多組元粘結劑,還可以通過調節容器內溫度和壓力,有選擇地逐步蒸發排除。此過程約需一天或一天以上時間。
Wiech於1981年發明了Wiech(2)法,採用虹吸脫脂作為第一步,將MIM成形坯置於虹吸料上,緩慢升溫至200℃保溫3h以脫除大部分粘結劑,然後再將成形坯放入爐中於一個大氣壓的氫氣氛中以約3℃/min的速率升至約800℃進行進一步脫脂和預燒結,整個脫脂過程約10h左右。這樣,Wiech實際上採用了三種形式的二步法進行脫脂,先是採用溶劑蒸氣脫脂,然後是蒸發法,後來又採用虹吸脫脂作為第一步,脫脂時間也由最初的3天縮短到了10個小時。但它人都存在一些缺點,Wiech(1)法效率低,成形坯易產生變形。Wiech(2)法脫脂爐內氣氛壓力需精確控制,且對於銷大分子量的粘結劑組元,則蒸發法很難奏效。Wiech(3)法存在虹回響料粘附於成形坯和污染成形坯的問題。
Injectamax法
美國AMAX Metal Injection Molding公司的Johnson於1988年發明了Injectamax法,該方法的主要優點在於脫脂速度快且不會造成裂紋。其粘結劑由至少兩種組元構成,脫脂時選用一種溶劑有選擇地首先溶解脫除粘結劑中的可溶性組元,而不溶性組元則不溶解。這樣打開孔隙通道,然後再利用熱脫脂除去剩餘的粘結劑。該法採用的粘結劑一般由植物油、石蠟和熱塑性樹脂構成,採用三氯乙烷溶劑首先除去油和石蠟。整個脫脂工藝過程時間短,只需6h,是一種快速的脫脂方法。這種溶劑脫脂+熱脫脂兩步法由於簡單、投資少和高效率,是目前大多數MIM公司和生產廠家所採用的生產方法。
水溶解法
水溶解法是建立在90年代發展起來的水溶性粘結劑基礎上的,它是類似於Injectamax二步法(溶劑脫脂+熱脫脂)的直接發展。由於化學溶劑存在毒性、回收等問題,如果能用便宜、無污染的水作為溶劑則可將MIM工藝水平大大提高一步。Cao發展了一種固態聚合物溶液脫氧蒸餾水中浸泡約16h即可除去80%的聚乙二醇,然後再採用熱脫脂法除去剩餘的粘結劑。Anwar和Yang也採用聚乙二醇+聚甲基丙烯酸甲酯粘結劑體系做了一些工作,通過採用提高水溫至60-80℃,可在此h除脫95%以上的聚乙二醇。Bialo發展了另一種形式的水溶性粘結劑,它採用聚氧化乙烯作為水溶性部分,其粘結劑配方為76%聚氧化乙烯+23%聚乙烯蠟——1%硬脂酸,成形坯只需在水中浸泡60-70min就脫除了大部分聚氧化乙烯。由於水價格便宜、無毒、無污染問題,水溶解法是一種經濟且對環境最為有利的脫脂主法。但是水溶性粘結劑存在吸水問題,導致MIM餵料的貯存和運輸需特殊裝置,並且與水溶性粘結劑中的水溶性部分(如聚乙二醇)相容的聚合物很少且混煉時易發生溶脹,餵料混煉時間很長。所以雖然不溶解法問世五年,但到目前為止還處於實驗室階段,沒有用於實際生產。
Metamold法
Metamold法是由德國BSAF公司的Bloemacher等於90年代初開發出來的MIM一步脫脂方法,是一種催化脫脂方法。該法的主要技術特點是採用聚醛樹脂作為粘結劑並在酸性氣氛中快速催化脫脂。採用長鏈聚醛樹脂作為粘結劑,利用聚醛樹脂的極性連線金屬粉末,可以適合於很廣泛的粉末種類範圍。聚醛樹脂在酸性氣氛催化作用下分解為甲醛,這種分解反應在110 ℃以上快速發生,是一種直接的氣-固轉變,有利於控制生坯變形,保證了燒結後的尺寸精度。催化脫脂在氣氛-粘結劑的界面進行,在成形坯內部沒有氣體存在,反應界面的推進速度可達到1-4mm/h。
德國CREMER公司針對Metamold脫脂法設計了一種連續脫脂和燒結爐系統,操作過程是:將MIM成形壞放在脫脂的第一個加熱區,並在氮氣氣氛下加熱至86℃,以避免在隨後的催化脫脂過程中硝酸冷凝在坯料上。然後將成形坯移動進入催化脫脂區,將聚醛樹脂分解為甲醛。經過初步脫脂後,坯料通過第一個清潔室進入燒結爐,在燒結爐的第一個加熱區脫除殘餘的粘結劑。隨後,在氮氣、氫氣、氬氣、分解氨和其它一些混合物的作用下進行燒結。
Metamold法的一個重要特點是採用催化劑脫脂,脫脂時不出現液相,避免了MIM產品容易發生變形和尺寸精度控制困難的弱點,是MIM產業的一個重大突破,並且由於是催化脫脂,大大縮短了脫脂時間,從而降低了成本。並且套用Metamold法能產生較大尺寸的MIM零部件。採用CREMER公司的連續脫脂和燒結系統,能夠實現連續化生產,使得MIM真正成為一種具有競爭力的PM近淨成形技術。
Metamold法是目前套用於工業生產中最先進的MIM脫脂方法。不過這種方法存在酸性氣氛腐蝕設備、廢氣處理等問題,且設備投資成本相對其它方法更高。
燒結
燒結是MIM工藝中的最後一步工序,燒結消除了粉末顆粒之間的孔隙.使得MIM產品達到全緻密或接近全緻密化。金屬注射成形技術中由於採用大量的粘結劑,所以燒結時收縮非常大,其線收縮率一般達到13%-25%,這樣就存在一個變形控制和尺寸精度控制的問題。尤其是因為MIM產品大多數是複雜形狀的異形件,這個問題顯得越發突出,均勻的餵料對於最終燒結產品的尺寸精度和變形控制是一個關鍵因素。高的粉末搖實密度可以減小燒結收縮,也有利於燒結過程的進行和尺寸精度控制。對於鐵基和不鏽鋼等製品,燒結中還有一個碳勢控制問題。由於目前細粉末價格較高,研究粗粉末坯塊的強化燒結技術是降低粉末注射成形生產成本的重要途徑,該技術是目前金屬粉末注射成形研究的一個重要研究方面。
MIM產品由於形狀複雜,燒結收縮大,大部分產品燒結完成後仍需進行燒結後處理,包括整形、熱處理(滲碳、滲氮、碳一氮共滲等),表面處理(精磨、離子氮化、電鍍、噴丸硬化等)等。
