一、G6050鈷基合金概述:
 上海寶嶼合金
上海寶嶼合金GH605是以20Cr和15W固溶強化的鈷基高溫合金,在815℃以下具有中等的持久和蠕變強度,在1090℃以下具有優良的抗氧化性能,同時具有滿意的成形、焊接等工藝性能。適用於製造航空發動機燃燒室和導向葉片等要求中等強度和優良的高溫抗氧化性能的熱端高溫零部件。也可在航天發動機和太空梭上使用。可生產供應各種變形產品,如薄板、中板、帶材、棒材、鍛件、絲材以及精密鑄件。
二、GH605化學性能:
GH605抗氧化性能:
a、GH605合金適合在噴氣發動機和燃氣渦輪的環境中工作,在間斷式條件下工作時抗氧化和碳化的最低溫度為870℃,在空氣條件下連續工作時可耐1090℃的高溫。合金也可在海洋氣氛中工作。
b、GH605在760~1200℃的靜止空氣中作抗氧化試驗時的氧化增重.見圖2-3
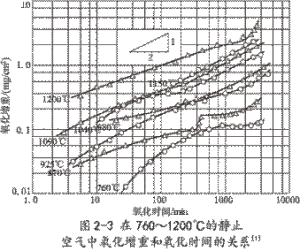 圖表2-3
圖表2-3三、GH605合金組織結構:
合金經時效後可析出一些碳化物和金屬間化合物,包括M7C3、M23C6、M6C、α-Co3W、β-Co3W、L-Co2W和μ-Co7W6。合金在800℃時效時析出順序為(M7C3)、M23C6、M6C、L-Co2W和μ-Co7W6。700℃時效時析出順序為(M7C3)、M23C6、M6C、(α-Co3W)、β-Co3W和L-Co2W。在800℃和更高溫度時效時,時效硬化主要是由於析出M23C6、M6C和L-Co2W相。在700℃或更低溫度時效,主要析出碳化物和β-Co3W。α-Co3W為有序面心立方體結構,與基體共格,在長期時效後轉變為有序密排六方的β-Co3W,使合金強化。
四、GH605工藝性能與要求:
1、GH605成形性能:合金具有滿意的冷熱成形性能。熱加工溫度範圍為1200~980℃,鍛造溫度應足夠高以
減少晶界碳化物,也應足夠低以控制晶粒度,適宜的鍛造溫度約為1170℃。鍛造時應注意防止角裂。加熱爐氣氛應為中性或弱氧化性。加熱保溫時間約每25mm厚度1h,鍛造後可以任意速度冷卻。合金固溶狀態了進行各種冷成形工序,但要求採用功率較大的成形設備。由於合金冷作硬化速度較大,冷成形時需要進行多次中間退火,在板材和其他產品成形時,在230℃進行加熱時有益的。
2、GH605焊接性能:合金可用熔焊、電阻焊惡化釺焊等方法進行連線。熔焊時可採用手工或自動的惰性氣體保護電話很難,採用較小的能量輸入,以鎢極或HGH605焊絲作電極。不推薦採用埋弧焊,以免引起大晶粒和脆化。應在固溶狀態而不在冷加工狀態進行熔焊。焊後需進行快速冷卻,最好進行焊後退火,以消除在760~980℃可能產生的任何脆化。
3、GH605零件熱處理工藝:推薦下列固溶處理工藝。
鍛棒和鍛件:1230℃,水冷;
中板:1200℃,水冷;
薄板和帶材:1175~1200℃,水冷或快速空冷。
保溫時間約為每25mm後1h,但至少15mm。
鉚釘應在1160~1190℃固溶處理10~20min,隨後水冷或快速冷卻。
固溶處理的材料冷加工後可在480~650℃時效4~16h(最好在600℃時效4h),可提高980℃以下的持久蠕變強度。適宜的冷加工量為15%~45%。
4、GH605表面處理工藝:固溶處理時生成的表面氧化皮可用吹砂或鹼酸洗方法消除。鹼酸洗工藝如下:①浸入370℃的氫氧化物溶液中15min;②浸入60~70℃的8%~12%的硫酸中10~15min;③浸入溫度為50~70℃的12%~15%的硝酸+1%~3%氫氟酸的混合溶液中15min。每次工序後應在水中沖洗乾淨。
5、GH605切削加工與磨削性能:合金可滿意地進行切削和磨削加工。
五、GH605品種規格與供應狀態:
1、品種分類:上海寶嶼特種合金可生產各種規格的GH605無縫管、GH605鋼板、GH605圓鋼、GH605鍛件、GH605法蘭、GH605圓環、GH605焊管、GH605鋼帶、GH605絲材及GH605配套焊材。
2、交貨狀態:無縫管:固溶+酸白,長度可定尺;板材:固溶、酸洗、切邊;焊管:固溶酸白+RT%探傷,鍛件:退火+車光;棒材以鍛軋狀態、表面磨光或車光;帶材經冷軋、固溶軟態、去氧化皮交貨;絲材以固溶酸洗盤狀或直條狀、固溶直條細磨光狀態交貨。
