溫度曲線簡介
BGA返修台需要根據不同的焊膏曲線設定溫度曲線,使焊盤處的溫度曲線與焊膏曲線相接近。一般採用圖1所示的多溫區加熱方式,將溫度曲線分為預熱區、活性區、回流區、冷卻區。預熱區
預熱區(Preheating stage),也叫斜坡區,使溫度從周圍環境溫度提升到焊料活性溫度,破壞金屬氧化膜使焊料合金粉表面清潔,有利於焊料的浸潤和焊點合金的生成。這個區的升溫速率要控制在適當範圍以內,如果過快,會產生熱衝擊,基板和器件都有可能受損;如果過慢,則沒有足夠的時間使PCB達到活性溫度,導致溶劑揮發不充分,影響焊接質量。一般規定最大溫度為4℃/sec,通常溫度速率為1~3℃/sec。活性區
活性區(Soak stage),有時叫做保溫區,指溫度從140℃上升到170℃的過程,主要目的是使PCB元件的溫度趨於均勻,儘量減少溫差;允許助焊劑活性化,將焊盤、焊料球及元件引腳上的氧化物除去。這個區一般占加熱通道的33~50%,此階段需要40~120s。回流區
回流區(Reflow stage) ,主要目的是防止焊料或金屬繼續氧化、增加焊料的流動性、進一步提高焊料和焊盤之間的浸潤能力、並將PCB裝配的溫度從活性溫度提高到所推薦的峰值溫度。在此階段的回流不能過長,一般溫度時為30~60s。溫度速率升為3℃/sec,典型峰值溫度一般為205~230℃,達到峰值的時間為10~20s。不同焊料的熔點溫度不同,如63Sn37Pb為183℃,而62Sn/36Pb/2Ag為179℃,因此在設定參數時要考慮到焊膏的性能。活性溫度總是比合金的熔點溫度低一點,而峰值溫度總是在熔點上。冷卻區
冷卻區(Cooling stage),在這段的焊膏中的錫鉛粉末已經熔化並充分潤濕被連線表面,應該用儘可能快的速度來進行冷卻,這樣將有助於得到明亮的焊點,並有好的完整性和低的接觸角度。然而過快的冷卻將導致元件和基板間太高的溫度梯度,產生熱膨脹的不匹配,導致焊接點與焊盤的分裂及基板的變形,一般情況下可容許的最大冷卻率是由元件對熱衝擊的容忍度決定的。綜合以上因素,冷卻區降溫速率一般在4℃/sec左右。典型曲線圖
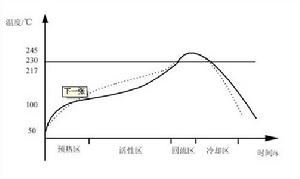
圖1所示的曲線套用非常廣泛,可稱之為升溫-保溫型曲線,焊膏由起始溫度快速上升至140~170℃範圍內某一預熱溫度,並保持40~120s左右當作保溫區,然後再快速升溫至回流區,最後迅速冷卻進入冷卻區完成焊接。
回流曲線是保證BGA焊接質量的關鍵。確定回流曲線之前,還需要明確:不同金屬含量的焊膏有不同的溫度曲線,首先應按照焊膏製造商推薦的溫度曲線進行設定,因為焊膏中的焊料合金決定了熔點,助焊劑決定了活化溫度。另外,要根據PCB板的材料類型、厚度、層數、尺寸大小對焊膏曲線進行局部調整。
BGA返修台的溫度控制系統需要保證在拆卸與焊接時不能損壞需返修元器件、周圍元器件或部件及PCB焊盤。回流焊加熱方式一般可分為熱風加熱和紅外加熱兩種。熱風加熱在小範圍內加熱均勻,大範圍會有局部冷區;而紅外加熱在大範圍溫度均勻,缺點是由於物體顏色的深淺,所吸收與反射熱量不均勻。由於BGA返修工作站的體積受到限制,因此其溫控系統必須採取特殊的設計,
建議
一款好的BGA返修台的加熱系統紅外加熱和熱風加熱兩者的有效結合,多溫區加熱,取二者之長,既提高效率,又能確保回流焊的質量。對於該加熱系統,可在各熱風加熱區和紅外加熱區分別設定K型熱電偶進行溫度測量,在工作時將測量值與預設值的差值作為PID控制器的輸入參數,經過PID參數的調控,實現返修過程中各溫區分階段的獨立溫度控制。筆者在這裡推薦一個溫度控制精確,返修成功率非常高的BGA返修台品牌:——金邦達。他們的機器操作簡單,外觀大方,尤其是在溫度控制方面絕對是國內領先的水平,本人從事SMT行業十多年,在BGA返修台這塊了解很深。這個品牌值得信賴。
