
序言
進入21世紀以來,我國現代製造業迅速發展,隨著技術創新和市場需要,對產品的加工工藝要求越來越高,但勞動者素質偏低,技能人才,尤其是高級技能人才匱乏已成為制約我國製造業發展的突出問題。為了解決這一矛盾,2005年國務院頒發了《國務院關於大力發展職業教育的決定》,確立了“力爭用5年時間,在全國新培養190萬名技師和高級技師,新培養700萬名高級技工,並帶動中級和初級技能勞動者隊伍梯次發展”的目標。
正是在這樣的形勢下,為推進我國職業教育建設,加強各類高素質高技能專門人才的培養,我們組織修訂了1999年以來出版的高級技工學校教學及高級工培訓的機械類教材,並在此基礎上開發了一些新教材。本套教材包括《專業數學(第二版)》《機械製圖(第二版)》《計算機套用技術》《極限配合與技術測量(第三版)》《機構與零件(第三版)》《液壓技術(第三版)》《金屬切削原理與刀具(第三版)》《機械製造工藝與裝備(第二版)》《工具機夾具(第三版)》《工具機電氣控制》《數控技術》《高級車工工藝與技能訓練》《高級鉗工工藝與技能訓練》《高級銑工工藝與技能訓練》《高級焊工工藝與技能訓練》《模具製造工藝與技能訓練》《高級機修鉗工工藝與技能訓練》《高級磨工工藝與技能訓練》《高級冷作工工藝與技能訓練》,以後我們還將陸續開發其他教材。
在這套教材的編寫過程中,我們始終堅持了以下基本原則:
一是從生產實際出發,合理安排教材的知識和技能結構,突出技能性培養,摒棄“繁難偏舊”的理論知識。二是以國家相關職業標準為依據,確保在知識內容和技能水平上符合國家職業鑑定標準。三是引入新技術、新工藝的內容,反映行業的新標準、新趨勢,淘汰陳舊過時的技術,拓寬專業技術人員的知識眼界。四是在結構安排和表達方式上,強調由淺入深,循序漸進,力求做到圖文並茂。
本套教材的編寫工作得到了湖南、江蘇、廣東、河北、黑龍江等省勞動和社會保障廳及有關學校的大力支持,在此表示衷心的感謝。
《高級焊工工藝與技能訓練》分為焊條電弧焊的基本技能訓練、CO2焊和MAG焊的基本操作技能、手工鎢極氬弧焊的基本技能訓練、異種金屬焊接、鋁及鋁合金氬弧焊操作技能、銅及銅合金焊接、鑄鐵焊接、焊接結構生產和焊接新技術新工藝及國際標準等九個單元。
《高級焊工工藝與技能訓練》的編寫工作得到了株洲九方焊接技術研究所、中國焊接培訓與資格認證委員會、中國攪拌摩擦焊中心、中國南車集團株洲電力機車有限公司技師協會、湖南工業高級技工學校的支持和幫助,在此表示感謝。
本書由胡煌輝主編,金杏英、范克臨、易奇、余秋生、彭勇軍、易著寬、胡煉鋼參與編寫;沈慧斌、肖建平審稿;沈慧斌主審。
目錄
單元一焊條電弧焊的基本技能訓練
課題一平板對接和角接接頭的焊接
實例一板試件對接仰焊
實例二板試件角接仰焊
課題二固定管對接焊
實例一小直徑管試件垂直固定對接焊
實例二小直徑管試件對接接頭水平固定焊
實例三小直徑管試件45°傾斜固定對接焊
課題三固定管板焊
實例一騎座式管板試件垂直固定仰位焊
實例二騎座式管板試件水平固定全位置焊
課題四綜合訓練
實例一平板拼接焊
實例二結構件的焊接
實例三水箱的焊接
實例四障礙管的焊接
單元二CO2和MAG氣體保護焊的基本操作技能
課題一CO2和MAG氣體保護焊的基礎知識
課題二平板對接和角接接頭的焊接
實例一板試件V型坡口對接仰焊
實例二板試件角接仰焊
課題三固定管對接焊
實例一大直徑管試件垂直固定對接焊
實例二大直徑管試件水平固定對接焊
課題四管板角接焊
單元九焊接新技術及國際標準介紹
課題一焊接新技術介紹
課題二ISO焊接技術相關標準簡介
文摘
1
 插圖
插圖預防表面氣孔的措施是將焊絲、焊件坡口及其近旁金屬表面徹底清理乾淨,更換不純的氬氣或選擇合適的氬氣流量等,實踐經驗表明,當焊槍的噴嘴端面距人臉部10 mm左右時,打開氬氣流量開關,臉部有輕微的風吹感覺,就說明氬氣流量合適。
2)弧坑裂紋通常是收弧時未填滿熔池造成的,也就是熄弧方法不正確時產生的缺陷。只要在熄弧時,注意填滿熔池,然後將電弧引出熔池外熄弧,就不會產生弧坑裂紋。
3)未焊透不正確的焊絲和焊槍角度會使電弧偏吹,產生未焊透;另外焊接電流過小,焊接速度過快,電弧過長也會產生未焊透缺陷。為避免這種缺陷的產生,除了保證焊槍和焊絲角度正確外,還要保證焊槍、焊絲在同一個平面上;在選擇合適的焊接電流後,要適當的控制焊接速度和弧長,當熔深達到l一左右時,應迅速填加焊絲。只有採取了上述措施後,才可避免未焊透缺陷的出現。
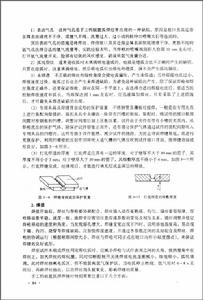
(2)專用夾具及焊縫背面成形的保護裝置不鏽鋼管及薄板對接焊,一般是在專用夾具上進行裝配和焊接的。裝配夾具中央鑲嵌一塊帶有凹槽的銅板,裝配時,將試件的坡口根部間隙對準銅板的凹槽,調整好間隙後加上壓板壓緊。試件由於夾持在帶有小槽的夾具內,從焊槍流出的保護氣體,除保護試件熔池正面外,還有部分保護氣體通過試件的裝配間隙吹人專用夾具的凹槽內,這樣有助於焊件散熱,減少試件的撓曲。為防止背面焊縫氧化,需進行充氬保護,利用凹槽壁的反射作用將吹人通氣槽的氣體反吹到試件坡口背面。使焊縫背面成形良好,如圖插圖
