
簡介
雙色注塑(double-shot molding)將兩種不同顏色的同一種塑膠通過兩個料筒塑化後,同時或先後經同一個噴嘴進行注塑的操作方法。使用兩台注塑機或雙色注塑機成型,可製得各式各樣混色花紋的製品,也可製得明顯分色的製品。
優點
比起傳統射出成型,雙料共射射出成型製程有如下的優點:
1、核心料可以使用低黏度的材料來降低射出壓力。
2、從環保的考慮,核心料可以使用回收的二次料。
3、根據不同的使用特性,如厚件成品皮層料使用軟質料,核心料使用硬質料或者核心料可以使用發泡塑膠來降低重量。
4、可以利用較低質量的核心料以降低成本。
5 、皮層料或核心料可使用價格昂貴且具特殊表面性質,如防電磁波干擾、高電導性等材料以增加產品性能。
6、適當的皮層料和核心料配合可以減少成型品殘餘應力、增加機械強度或產品表面性質。
7、產生如大理石紋路的產品。
雙色注塑模具
使用兩種不同類型的塑膠,且兩種塑膠在產品上能夠明顯區分的塑膠製品稱為雙色製品。安裝在具有兩套注塑裝置的同一台注塑機上(即雙色注塑機),按照先後順序注入兩種塑膠並生成雙色製品的模具稱為雙色模具。
雙色注塑成型機
雙色注塑成型機通常有兩種類型,注塑螺桿平行式注塑機和注塑螺桿垂直式注塑機。
1、平行式
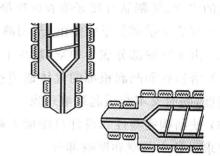
注塑螺桿平行布置,可以獨立或同時動作,有兩套如下圖所示的獨立作用的頂出機構。
 注塑螺桿平行布置
注塑螺桿平行布置2、垂直式
注塑螺桿在一個平面內垂直布置,如下圖所示,也可以獨立或同時動作,但只有一套頂出機構。
 垂直式
垂直式雙色模具種類
雙色模具按結構分類可分為:型芯旋轉式、型芯後退式、推板旋轉式。其中型芯旋轉式又可分成分體式和連體式兩種類型,所謂分體式是用裝在一台注塑機上的兩副模具來完成雙色產品的注塑成型,連體式是在一副模具中完成雙色產品的注塑成型,其中型芯旋轉分體式套用較為廣泛。
雙色注塑模的設計要點
1、成型部分
雙色注塑模的成型部分與一般注塑模基本相同,不同的是要考慮兩個位置上注塑模的凸模一致,凹模應與兩個凸模配合良好。一般這種成型的塑件較小。
2、脫模機構
由於雙色塑件只有在經過二次注射後才能脫模,所以,在一次注射裝置上的脫模機構將不起作用。對於水平迴轉的注塑機,脫模頂出可用注塑機的頂出機構,而對垂直迴轉的注塑機,則無法利用注塑機的頂出脫模機構,則可在迴轉台上設定液壓頂出脫模機構。
3、澆注系統
由於是雙色注塑,澆注系統分一次注射的澆注系統和二次注射的澆注系統,它們分別來自兩個注塑裝置。
4、模體
由於雙色注塑的成型方式較特殊,需要互相配合和協調,因此兩副模具導向裝置的尺寸、精度要一致。對於水平迴轉的注塑機,模具的閉合高度要一致,兩副模具的中心應在同一迴轉半徑上,且相差180。;而對於垂直迴轉的注塑機,兩副模具要在同一條軸線上。
發展套用
從多色射出成型、雙料共射出成型的特性與套用可以看出未來有逐步取代傳統射出成型製程的趨勢。革新性射出成型技術不但提高了射出成型製程的精密度、提供高難度製程技術,而且開拓了射出成型製程領域的範圍。創新的射出設備與製程,才足以應付愈來愈多樣化、高質量、高附加價值的產品需求。
雙色注塑現在已經廣泛套用到了電子產品,電動工具,醫療產品,家電,玩具等等幾乎所有的塑膠領域,雙色模具的製作和成型以及雙色多色注塑機和雙色注塑原材料的研發也有了飛速的發展。
