
鍛件的內外圓角半徑大小
鍛件的內外圓角半徑大小還將影響到鍛件流線、鍛造能量、鍛模磨損、金屬切削量、流線被切斷的程度,以及鍛模使用壽命和鍛件的成本。因此,對鍛件的圓角半徑的確定,應給予足夠的重視。
鍛造方法不同,鍛件外圓角半徑有差異。普通模鍛件的外圓角半徑比精鍛件的大;受衝擊載荷變形的鍛件外圓角半徑比受靜壓載荷鍛件大;鍛件尺寸較高(相應模膛尺寸較深)時的鍛件外圓角半徑較大;塑性較差的金屬,其鍛件外圓角半徑應較大 。
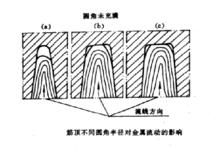 筋頂不同圓角半徑對金屬流動的影響
筋頂不同圓角半徑對金屬流動的影響對於高筋鍛件,其模膛深而窄,坯料在變形流動過程中,由於金屬受模壁摩擦和表面激冷的作用,金屬流入模具的前端呈圓弧形,筋頂設計成圓弧形或大的外圓角半徑,才能使金屬充滿模膛底部,如右圖(a)所示。否則就不易充滿模膛底部,造成“缺角“,如右圖(b)所示。若要使金屬充滿較小的模膛內圓角,必須增大變形力,這時更容易在模具較小的內圓角處產生應力集中,造成模具凹角開裂,如下圖所示。
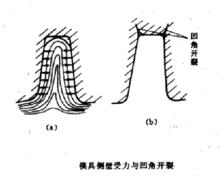 模具側壁受力與凹角開裂
模具側壁受力與凹角開裂為了改善有色金屬模鍛時的成形性能,常常採取改變鍛件結構設計,以減小變形力,利於金屬流動充型。如下圖所示的鋁合金鉸鏈普通鍛件(a)和粗鍛件(b)截面圖,將普通鍛件上兩處內圓角修改後,鍛件不僅易於成形,而且所需的變形力也小得多,鍛模也減少了磨損。但粗鍛件比普通鍛件增加了材料消耗和加工工時,如果將粗鍛件作為普通鍛件的預鍛件,雖增加了一次成形工序,但鍛件質量和模具壽命均可得到提高 。
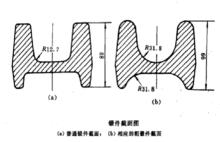 鍛件截面圖
鍛件截面圖設計圓角半徑的禁忌
(1)曲柄壓力機上模鍛件的圓角半徑既不能太大又不能太小。
鍛件的圓角半徑不能太大,內圓角半徑太大,會增加機械加工餘量和浪費金屬。外圓角半徑太大,導致這些部位上的加工餘量減小,容易使鍛件報廢。但也不能太小,外圓角半徑太小,金屬充填型槽困難,難於成形,並容易引起模具在熱處理或模鍛過程中崩裂;內圓角半徑太小,即鍛模中凸出部位的圓角半徑太小,這種小圓角半徑的凸起部分會割斷金屬流動形成的纖維,導致力學性能下降,阻礙金屬流動,導致鍛件可能產生摺疊,並且模具相應處會被壓塌變形,降低鍛件精度和減少鍛模使用壽命。因此,鍛件上凸出或凹下的部位都不允許呈銳角狀,應有適當的圓角,見下圖。圓角半徑既不能太大又不能太小。其大小可按錘上模鍛件確定。
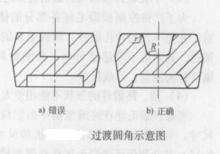 過渡圓角示意圖
過渡圓角示意圖(2)鍛件上的外圓角半徑r不應大於內圓角半徑R
 鍛件圓角半徑
鍛件圓角半徑鍛件上的外圓角半徑稍小,模具在熱處理或模鍛過程中不會發生破裂,對模具和鍛件並無危害,因此只要達到一定的數值即可。但內圓角半徑不能過小,過小的內圓角半徑,相應鍛模的尖角處則會被壓塌,影響鍛件出模,阻礙金屬流動,使鍛件產生摺疊,割斷金屬纖維,使鍛模過早地磨損,並且隨著R的減小,影響越嚴重。因此,外圓角半徑r不應大於內圓角半徑R,一般為 。
模鍛件圓角半徑尺寸公差
如下圖表所示的是鋁、鎂和鈦合金模鍛件圓角半徑的尺寸公差 :
 鍛件圓角半徑的尺寸公差
鍛件圓角半徑的尺寸公差半徑大小決定因素
圓角半徑的大小取決於金屬成型的方式各零件各部位的高度及高寬比。為了制模方便,同一鍛件的圓角半徑應力求統一 。
