
簡介
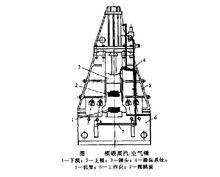 圖 1
圖 1錘上模鍛主要使用蒸汽-空氣錘,如圖1所示。模鍛蒸汽-空氣錘的工作原理與自由鍛蒸汽-空氣錘基本相同。由於模鍛生產要求精度較高,所以模鍛錘的錘頭與導軌之間間隙比自由鍛錘小,且機架與工作檯為整體結構,使錘頭運動精度高,保證上、下模合模推確。由操作者操縱踩踏板帶動操縱系統控制錘頭行程及打擊力的大小。
鍛模
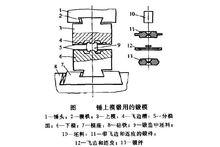 圖 2
圖 2錘上模鍛用的鍛模如圖2所示,由帶有燕尾的上模和下模兩部分組成。下模用緊固楔鐵固定在模座上。上模靠楔鐵緊固在錘頭上,隨錘頭一起,作上下往復運動。上下模合在一起,其中部形成完整的模膛。
模膛根據功能不同分為模鍛模膛和制胚模膛。
模鍛模膛
模鍛模膛是用來把毛坯鍛成所需要的或接近於鍛件外形和尺寸的模膛。模鍛模膛分為終鍛模膛和預鍛模膛兩種類型。
制胚模膛
為了使形狀複雜的模鍛件坯料的形狀接近模鍛件形狀,使金屬合理分布和充滿模膛,則必須先在制坯模膛內制坯。制坯模膛常見的有拔長模膛、滾壓模膛、彎曲模膛、切斷模膛等。
制定模鍛工藝規程
模鍛生產的工藝規程包括制定模鍛件圖、計算坯料尺寸、確定模鍛工步(模膛)、選擇設備及安排修整工序等。
制定模鍛件圖
模鍛件圖是設計和製造鍛模、計算坯料以及檢查鍛件的依據。制定模鍛件圖應考慮分模面、餘量、公差、敷料、模鍛斜度和模鍛圓角半徑。
確定模鍛工步
模鍛工步主要是根據鍛件的形狀和尺寸來確定的。模鍛件按形狀可分為兩大類:一類是長軸類鍛件,如台階軸、曲軸、連桿、彎曲搖臂等,如圖3-38所示;另一類為盤類鍛件,如齒輪、法蘭盤等,如圖3-39所示。
修整工序
坯料在鍛模內製成模鍛件後須經過一系列修整工序,以保證和提高鍛件質量。修整工序包括切邊、沖孔、校正、熱處理和清理。
模鍛零件結構工藝性
設計模鍛零件時,應根據模鍛特點和工藝要求,使零件結構符合下列原則,以便於模鍛生產和降低成本。
1、模鍛零件必須具有一個合理的分模面,以保證敷料最少,容易製造,模鍛件易於從鍛模中取出。
2、由於模鍛件尺寸精度高和表面粗糙度值低,因此零件上只有與其他機件配合的表面才需進行切削加工,其他表面均應設計為非加工表面。零件上與錘擊方向平行的非加工表面,應設計出模鍛斜度。非加工表面所形成的角都應按模鍛圓角設計。
3、為了使金屬容易充滿模膛和減少工序,零件外形力求簡單、平直和對稱。儘量避免零件截面尺寸相差過大,或具有薄壁、高筋、凸起等結構。
4、在零件結構允許的條件下,設計時儘量避免有深孔或多孔結構。
5、在條件允許的情況下,應採用鍛-焊組合工藝,以減少敷料,簡化模鍛工藝。
