
品種
按覆蓋膠性能可分為:普通型、阻燃型、耐熱型、耐磨型、耐寒型、耐酸鹼型、耐油型等品種。
技術標準
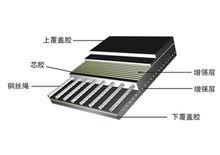 鋼絲繩芯帶結構圖
鋼絲繩芯帶結構圖普通型執行GB/T9770-2001標準,耐寒型執行標準,耐臭氧型執行標準,難燃型執行G2539-93標準,耐酸鹼型執行,耐熱型執行,防撕裂型執行HG/T3646-1999標準,阻燃型執行MT668-1997標準。
接頭介紹
1、接頭的方法 輸送帶接頭的方法有:機械接頭、冷粘接接頭、熱硫化接頭等幾個常用的方法。 機械接頭一般是指使用皮帶扣接頭,這種接頭方法方便快捷,也比較經濟,但是接頭的效率低,容易損壞,對輸送帶產品的使用壽命有一定影響。在PVC和PVG整芯阻燃抗靜電輸送帶接頭中,一般8級帶以下的產品都採用這種接頭方法。 冷粘接接頭,也就是採用冷粘粘合劑來進行接頭。這種接頭辦法比機械接頭的效率高,也比較經濟,應該能夠有比較好的接頭效果,但是從實踐來看,由於工藝條件比較難掌握,另外粘合劑的質量對接頭的影響非常大,所以不是很穩定。 熱硫化接頭,實踐證明是最理想的一種接頭方法,能夠保證高的接頭效率,同時也非常穩定,接頭壽命也很長,容易掌握。但是存在工藝麻煩、費用高、接頭操作時間長等缺點。 2、分層輸送帶的接頭 可以根據需要採用機械接頭、冷粘接接頭、熱硫化接頭等接頭方法。一般冷粘接接頭、熱硫化接頭採取的是階梯式結構接頭。 3、PVC和PVG整芯阻燃輸送帶的接頭 由於整芯帶的結構比較特殊,接頭不太容易,所以大多數採用機械式接頭辦法,也就是皮帶扣接頭。但是8級以上的帶子,為了保證接頭效果,一般都還是採用熱硫化接頭的辦法。接頭的結構都是指狀接頭。PVC和PVG整芯阻燃輸送帶的熱硫化接頭工藝比較複雜,對設備的要求也比較高。 4、鋼絲繩芯輸送帶的接頭 鋼絲繩芯輸送帶的接頭是所有輸送帶接頭技術最複雜的,不僅工藝比較複雜,其所設計的接頭尺寸參數也最多。不同級別的產品所選用的接頭結構不同,具體的結構請參看GB9770標準。
保養說明
1、輸送帶在運輸和貯存中,應保持清潔避免陽光直射或雨、雪浸淋,防止與酸、鹼油類、有機溶 劑等物質接觸,並距離發熱裝置一米以外。 2、貯存時倉庫內溫度宜保持 -18℃ - 40℃ 之間,相對溫度宜保持在50-80%RH之間。 3、貯存期間,產品須成卷放置,不得摺疊,放置期間應每季翻動一次。 4、不同類型、規格層數的輸送帶不宜接在一起使用,其接頭最好採用膠接法。 5、輸送帶的類型、結構、規格、層數應根據使用條件合理選用。 6、輸送帶運行速度一般不宜大與2.5米/秒,塊度大,磨損性大的物料和使用固定犁型卸料裝置應儘量採用低速。 7、運輸機的傳動滾筒直徑與輸送帶布層的關第、傳送滾筒、改向滾筒的配套以及對托輥槽角的要求應根據運輸機的設計規定,合理選取。 8、給料方向應順膠帶的運行方向,為減少物料下落時對膠帶的衝擊應採用溜槽,減少物料下落距離;膠帶受料段應縮短托輥間距和採用緩衝托輥,為防止漏料,帶側應採用柔軟適度的擋料板,以避免擋料板過硬,刮破輸送帶的帶面。
接頭標準
二、硫化接頭用設備及材料 (一) 硫化器:硫化接頭用硫化器必須是通過鑑定,證件齊全的合格產品(硫化器的性能要求見附一)。在有瓦斯、煤塵爆炸危險的場所硫化接頭必須使用具有防爆性能的硫化器,否則必須有嚴密的安全措施。 (二) 膠料:膠料包括復蓋膠(面膠),芯膠和膠漿。為保證硫化接頭質量,膠料一般應選用原皮帶廠指定膠料。若採用其它廠的膠料,必須事先做一個硫化接頭送權威部門進行抗拉強度測試,符合要求後方可使用。 膠料應在使用前到廠家購置新配置生產的。若存放期不超過三個月,且存放得當(溫度在25°以下,避免陽光直射,遠離熱源,無油脂類物質污染),外觀無異常變化,可直接使用。若存放期超過三個月,使用前必需進行鑑定(膠料的鑑別見附2),確認未失效後方可使用。 (三) 工具及輔助材料
詳細步驟
(1)鋼絲繩芯輸送帶接頭的製作
將每個帶頭的網絲全部割開,並颳去表面的附膠,把鋼絲根部的鋼絲繩芯輸送帶用角磨機打成斜坡,約100mm寬,再沿斜坡向外打磨150mm,去除原鋼絲繩芯輸送帶表面並打毛。用120#汽油將鋼絲及打磨麵清洗乾淨。
(2)鋼絲繩芯輸送帶的鋪設及鋼絲的搭接
先在下加熱板的表面鋪一層乾淨的塑膠膜,再鋪設一層膠料,使膠料與兩端接頭的斜面吻合。然後按要求搭接好鋼絲,塗刷膠漿,保證膠漿的塗刷均勻、均布。再鋪上膠料,同樣使膠料與兩端的斜面吻合,上面鋪一層塑膠膜,完成鋼絲繩芯輸送帶接頭的鋪設及鋼絲的搭接。
(3)硫化機的安裝
①下機架的擺放使端部對齊,機架的中心線與鋼絲繩芯輸送帶的中心線對齊。然後放置水壓板、傳壓板及下硫化板、硫化板的擺放以其工作面的中心線為基準,並與鋼絲繩芯輸送帶的中心線對齊。
②待鋼絲繩芯輸送帶膠接部位按工藝製作好後,在膠接部位的兩側用擋鐵夾緊。
③再依次擺放上硫化板、水壓板、及上隔熱板,最後擺放上機架。均要求其工作面的中心線與鋼絲繩芯輸送帶中心線對齊,裝上連線螺栓,並逐個上緊。
④硫化機緊固後,分別接好高壓水管及電線插頭及加壓泵。
(4)硫化操作
①準備就緒後,對各部件作一次仔細檢查,確認無問題後,便可給硫化機送電硫化。
②加熱電源的設定溫度為140~150°,開始硫化時,水壓加壓至1Mpa。
③當硫化加熱至100°時,繼續加壓至1.4Mpa。
④當溫度升至140~145°時,開始保溫20分鐘。
⑤保溫達到時間後,硫化結束。待自然冷卻至60°時,拆卸設備,完成鋼絲繩芯輸送帶的硫化。
