
簡介
 母材和焊絲的主要化學成分
母材和焊絲的主要化學成分鋁合金焊接是指鋁合金材料的焊接過程。鋁合金強度高和質量輕。主要焊接工藝為手工MIG焊(熔化極惰性氣體保護焊)和自動MIG焊,其母材、焊絲、保護氣體、焊接設備。
鋁合金焊接方法
1、鎢極氬弧焊
鎢極氬弧焊法主要用於鋁合金,是一種較好的焊接方法,不過鎢極氬弧焊設備較複雜,不合適在露天條件下操作。
2、電阻點焊、縫焊
這種焊接方法可以用來焊接厚度在5mm以下的鋁合金薄板。但是在焊接時用的設備比較複雜,焊接電流大、生產率較高,特別適用於大批量生產的零、部件。
3、脈衝氬弧焊
脈衝氬弧焊可以很好的改善在焊接過程中的穩定性可以調節參數來控制電弧功率和焊縫成形。焊件變形小、熱影響區小,特別適用於薄板、全位置焊接等場合以及對熱敏感性強的鍛鋁、硬鋁、超硬鋁等的焊接。
環境材料
1.鋁合金焊接生產儲存環境和輔助材料使用的要求
(1)生產儲存溫度濕度的要求
鋁合金的生產和儲存環境必須防塵、防水、乾燥。環境溫度通常控制在5℃以上,濕度控制在70%以下。應儘量保證焊接環境的濕度不能太高,濕度過高會使焊縫中氣孔的產生幾率明顯增加,從而影響焊接質量。空氣的劇烈流動會引起氣體保護不充分,從而產生焊接氣孔,可設定擋風板以避免室內穿堂風的影響。
(2)焊絲及送氣軟管的使用要求
對焊材的使用應該注意:鋁焊絲要與鋼焊材分開儲存,使用期不超過1a。焊接完成後,要在焊機中取出焊絲進行密封處理,防止污染。不同材質的送氣軟管抵抗濕氣進入的能力不同,尤其在送氣壓力高時,送氣軟管的影響更明顯。送氣軟管最好使用特富龍軟管(Teflon)。
2.工裝的選用
鋁合金焊接最好選用點接觸形式的工裝,以減小工裝與工件的接觸面積。如果工裝對工件是面接觸,就會很快帶走工件的熱量,加速了熔池的凝固,不利於焊縫氣孔的排除。工裝液壓系統的壓力最好控制在9~9.5MPa。
壓力過小達不到預設反變形的目的,但是壓力過大,又會使鋁合金結構的拘束度增大。由於鋁合金的線脹係數大,高溫塑性差,焊接時易產生較大的熱應力,可能會使鋁合金結構產生裂紋。
焊絲的選用
焊絲的選用
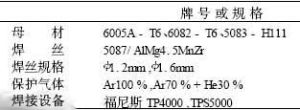
對於6005A、6082、5083母材來說,選擇的焊絲牌號為5087/AlMg4.5MnZr,5087焊絲不僅抗裂性能好,抗氣孔性能優越,而且強度性能也很好。對於焊絲規格的選擇,優先選擇大直徑規格的焊絲。同樣的焊接填充量即同等重量的焊絲,大規格焊絲較小規格焊絲的表面積要小很多,因此,大規格焊絲較小規格焊絲的表面污染要少即氧化區域要小,焊接質量更容易達到要求。另外大直徑焊絲的送絲過程更容易操作。對於8mm以下板厚的母材一般採用1.2mm直徑的焊絲,對於8mm及以上板厚的母材採用1.6mm直徑的焊絲。自動焊機採用1.6mm直徑的焊絲。
保護氣體的選用
Ar100%的特點是電弧穩定、引弧方便,對於8mm以下板厚的母材一般採用Ar100%進行焊接。對於8mm及以上板厚的母材和氣孔要求高的焊縫,採用Ar70%+He30%進行焊接。氦氣的特點在於:9倍於氬氣的導熱性,焊接速度更快,氣孔率減少,熔深增加。厚板焊接時,Ar100%和Ar70%+He30%的熔深狀況。氣體的流量選擇不是越大越好,流量過大會造成紊流,導致熔池保護不充分,空氣與熔敷金屬發生反應,會改變焊縫組織,使性能下降,而且產生焊接氣孔的傾向增加。
焊前準備
坡口的處理
板厚在3mm以下的對接焊縫可不開坡口,只需在焊縫背面倒-0.5~1mm的角即可,這樣有利於氣體的排放和避免背面凹槽。背面是否倒角對焊縫的影響。鋁合金厚板的坡口角度較鋼板的要大。單邊坡口一般採用55°坡口,雙邊坡口採用每邊35°坡口。這樣可以使焊接的可達性提高,同時可降低未熔合缺陷的產生幾率。
對於厚板T形接頭中的HV或HY接頭,要求填滿坡口外,再加一個角焊縫,使焊縫總尺寸S不小於板厚T。厚板T形接頭焊接要求。
焊前清理工作
焊接鋁合金需要最乾淨的準備工作,否則其抗腐蝕能力下降,而且容易產生氣孔。焊接鋁合金應該與焊鋼的習慣徹底區分。焊鋼已經用過的工具,嚴禁焊接鋁合金時使用。清理焊縫區域的氧化膜等雜質,儘可能使用不鏽鋼刷或者用丙酮清洗。不能使用砂輪打磨,因為使用砂輪打磨只會使氧化膜熔合在焊材表面,而不會真正去除。而且如果使用硬質砂輪,其中的雜質會進入焊縫,導致熱裂紋。此外,由於Al2O3膜在極短的時間內又會重新生成和堆積,為了使氧化膜儘可能少地影響焊縫,清理完畢後應立即施焊。
預熱溫度和層間溫度的控制
對與板厚超過8mm的厚板進行焊接時,都要進行焊前預熱,預熱溫度控制在80℃~120℃之間,層間溫度控制在60℃~100℃之間。預熱溫度過高,除作業環境惡劣外,還有可能對鋁合金的合金性能造成影響,出現接頭軟化,焊縫外觀成形不良等現象。層間溫度過高還會使鋁焊熱裂紋的產生機率增加。
合理選擇規範參數
鋁合金與鋼材的物化性能相差甚遠,要根據鋁合金的焊接特性來試驗和確定其焊接規範參數。
(1)焊接電流較大
鋁合金本身的導熱係數大(約為鋼的4倍),散熱快。因此,在相同焊接速度下,焊接鋁合金時的熱輸入量要比焊接鋼材時的熱輸入量大2~4倍。如果熱輸入量不夠,容易出現熔深不足甚至未熔合的問題,特別是在焊縫起頭的位置。
(2)送絲速度要適當調高
送絲速度是與電流、電壓等規範參數密切相關,並且相互匹配的。當焊接電流提高后,送絲速度也應該相應地提高。
(3)焊接速度的選擇
對於薄板焊縫,為了避免焊縫過熱,一般採用較小的焊接電流和較快的焊接速度;對於厚板焊縫,為使焊縫熔合充分和焊縫氣體充分逸出,採用較大的焊接電流和較慢的焊接速度。
(4)焊槍角度的選擇
在焊接方向上,焊槍角度一般控制在90°左右,過大和過小都會造成焊接缺陷。焊槍角度過大會造成氣體保護不充分而產生氣孔;角度過小還有可能使液鋁達到電弧前端,使電弧不能直接作用於焊縫而產生未熔合。
焊後清理
1、在熱水中用硬毛刷仔細地洗刷焊接接頭。
2、將焊件在溫度為60~80℃、質量分數為2%~3%的鉻酐水溶液或重鉻酸鉀溶液中浸洗約5~10min,並用硬毛刷仔細洗刷。或者將焊件放於15~20℃質量分數為10%的硝酸溶液中浸洗10~20min。
3、在熱水中沖刷洗滌焊件。
4、將焊件用熱空氣吹乾或在100℃乾燥箱內烘乾。
保護措施
1、焊前用機械或化學方法清除工件坡口及周圍部分和焊絲表面的氧化物;
2、焊接過程中要採用合格的保護氣體進行保護;
3、在氣焊時,採用熔劑,在焊接過程中不斷用焊絲挑破熔池表面的氧化膜。
行業範圍
1、製冷行業銅鋁管的套接,中央空調銅與鍍鋅管,不鏽鋼管,鋁管的異種焊接。
2、變電行業的銅鋁端子,銅鋁引線,銅鋁導電排的焊接。
3、電子電器工業的散熱器管,電機,母線的焊接。
4、另用於生產生活中水龍頭、耦合連線器、配套的螺母等等。
行業標準
1、《焊接工藝評定規程》DL/T868-2004;
2、《鋼製承壓管道對接焊接頭射線檢驗技術規程》DL/T821-2002;
3、《鋼製壓力容器焊接規程》JB/T4709-2000;
4、《電力建設施工及驗收技術規範》(火力發電廠焊接篇)DL5007-92;
5、《焊接接頭基本型式與尺寸》GB985-986-80;
6、《鋼結構工程施工質量驗收規範》GB50205-2001。
