
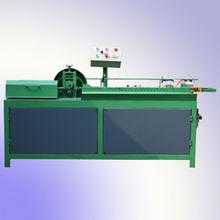
機器簡介
鋼筋加工機械之一,用於調直和切斷直徑14毫米以下的鋼筋,並進行除銹。由調直筒,牽行機構,切斷機構,鋼筋定長架、機架和驅動裝置等組成。
工作原理
其工作原理如圖所示,由電動機通過皮帶傳動增速,使調直筒高速旋轉,穿過調直筒的鋼筋被調直,並由調直模清除鋼筋表面的銹皮;由電動機通過另一對減速皮帶傳動和齒輪減速箱,一方面驅動兩個傳送壓輥,牽引鋼筋向前運動,另一方面帶動曲柄輪,使錘頭上下運動。當鋼筋調直到預定長度,錘頭錘擊上刀架,將鋼筋切斷,切斷的鋼筋落入受料架時,由於彈簧作用,刀台又回到原位,完成一個循環。
操作規程
切斷機操作規程
 鋼筋調直機
鋼筋調直機適用機型:ПO-6,W58-16,W58-6.3,W51-63,4544。
一、認真執行《鍛壓設備通用操作規程》有關規定。
二、認真執行下述有關補充規定:
工作中認真作到:
1、鋼材頭部彎曲,送不進時,應立即停機取出,不得任其通過。
2、發現鋼材呈螺絲旋狀送進時,就磁療即停機取出,不得任其通過。
3、校直的鋼材如屬盤料時,應經常注意盤料架工作情況,發現混亂應立即停機。盤料加工到快完時,應將料尾從盤架上脫出。
4、工作結束後要記得關閉開關並切斷電源。
安全技術
 氣動調直切斷機
氣動調直切斷機(1)安裝承受架時,承受架料槽中心線應對準導向筒,調直筒和下切刀孔的中心線。
(2)安裝完畢後,應先檢查電氣系統及其它元件有無損壞,機器連線零件是否牢固可靠,各傳動部分是否靈活。確認各部分正常後,方可進行試運轉。試運轉中應檢查軸承溫度,查看錘頭、切刀及剪下齒輪等工件是否正常。確認無異常狀況時,方可進料、試驗調直和切斷。
(3)按所需調直鋼筋的直徑,選用適當的調直塊,曳引輪槽及傳動速度。調直塊的孔徑應比鋼筋直徑大2mm~5mm,曳引輪槽寬,應和所需調直鋼筋的直徑相符合。
(4)必須注意調整調直塊。調直簡內,一般設有五個調直塊,第1、5兩個調直塊須放在中心線上,中間三個可偏離中心線。先使鋼筋偏移3mm左右的偏移量,經過試調直,如鋼筋仍有慢彎,可逐漸加大偏移量直到調直為止。
(5)導向筒前部,應安裝一根長度為1m左右的鋼管。需調直的鋼筋應先穿過該鋼管,然後穿入導向筒和調直筒內,以防止每盤鋼筋接近調直完畢時其端頭彈出傷人。
調直切斷機(6)在調直塊未固定,防護罩未蓋好前,不得穿入鋼筋,以防止開動機器後調直塊飛出傷人。
