
儀器設計中的誤差補償
誤差補償技術是貫穿於每一設計細節的關鍵技術之一。對儀器儀表進行誤差補償主要是從兩方面來考慮的:
(1) 待測對象隨環境因素變化而變化,在不同測量條件下,待測量會有較大變化,因而影響測量結果;
(2) 儀器自身的結構或者元件也會隨環境條件變化而略有變形或表現出不同品質。
一般而言,對於第一種情況可採用相對測量方法或建立恆定測量條件的方法予以解決,而對於第二種情況應在設計階段就仔細考慮儀器各組成零件隨溫度變化的情況,進行反覆選材,斟酌每一個細小結構。
儀器設計中誤差補償的主要技術手段
精密測量中的誤差補償技術主要有三種形式:誤差分離技術、誤差修正技術和誤差抑制技術。
誤差分離技術
誤差分離技術的核心是將有用信號與誤差信號進行分離,它有兩種方式:基於信號源變換和基於模型參數估計的誤差信號分離。基於信號源變換的誤差分離技術要建立誤差信號與有用信號的確定函式關係,然後再經相應信號處理,進而達到將有用信號與誤差信號分離的目的。基於模型參數估計的誤差分離技術是在確切掌握了誤差作用規律並建立了相應數學模型後,對模型進行求解或估計。
誤差修正技術
誤差修正技術可分為基於修正量預先獲取型和基於實時測量型誤差修正技術,其核心是通過某種方式獲取誤差修正量,再從測量數據中消除誤差分量。
誤差抑制技術
誤差抑制技術是在掌握誤差作用規律的情況下在測量系統中預先加入隨誤差源變數變化而自動調控輸入輸出,從而達到使誤差抵消或消除的目的。一般可分為直接抑制型和反饋抑制型。
儀器設計中三種誤差補償技術的套用特點
圖1列出了各種誤差補償技術的特點。
誤差分離技術
 圖1 各種誤差補償技術的特點
圖1 各種誤差補償技術的特點主要套用於圓度、圓柱度、導軌平行度及軸的迴轉誤差等誤差信號測量中,多採用轉位法即將測頭(或待測對象)放置在不同位置同時或分序對同一待測量進行反覆測量,利用確定的位置關係和相同(或已知)的測量條件,根據多次的測量結果按照已經建立的誤差模型求解誤差信號對測量結果影響值進而達到將誤差信號進行分離的目的。
該方法可以較好地解決感測器的漂移問題,當轉位數很大時有較好的誤差抑制作用。其缺點是需要進行多次(或多位)測量,當誤差信號種類較多或不確定時難於建立準確的誤差信號變換模型,一般也不適合動態誤差補償。
誤差修正技術
主要套用於環境參數如溫度等對測量結果的影響以及感測器非線性等情況下的誤差補償。一般利用已知的誤差量經簡單換算或通過建立簡單的誤差參數模型直接對測量結果進行補償。
該方法簡單實用,適合於誤差影響量已知或能通過測量誤差參數簡單計算得到的情況,能較好滿足當前測控儀器朝計算機技術控制方向發展需要。缺點是必須事先測定誤差參數或能夠得到其影響量,且能夠補償的誤差參數較為單一。
誤差抑制技術
主要套用於零位誤差補償,如工作檯的零位誤差、感測器的零位漂移或閒區誤差處理。典型套用有雷射測長機的閒區誤差消除、定位工作檯的機械漂移的抑制等。其核心技術主要是在分析或已獲得的誤差模型的基礎上採用合理的機構或者電路設計使誤差抵消或消除,而不必一定要獲取誤差量或誤差修正量。
機械加工中的誤差補償
在機械加工中的誤差補償指:對出現的誤差採用修正、抵消、均化、 “鈍化”等措施使誤差減小或消除。其誤差補償過程為:
(1) 反覆檢測出現的誤差並分析,找出規律,找出影響誤差的主要因素,確定誤差項目。
(2) 進行誤差信號的處理,去除干擾信號,分離不需要的誤差信號,找出工件加工誤差與在補償點的補償量之間的關係,建立相應的數學模型。
(3) 選擇或設計合適的誤差補償控制系統和執行機構,以便在補償點實現補償運動.
(4) 驗證誤差補償的效果,進行必要的調試,保證達到預期要求。
機械加工中誤差補償的類型
實時與非實時誤差補償
實時誤差補償(線上檢測誤差補償或動態誤差補償):加工過程中,實時進行誤差檢測,並緊接著進行誤差補償,不僅可以補償系統誤差,且可以補償隨機誤差。
非實時誤差補償:只能補償系統誤差。
軟體與硬體誤差補償
軟體補償:通過計算機對所建立的數學模型進行運算後,發出運動指令,由數控伺服系統完成誤差補償動作。軟體與硬體補償的區分是看補償信息是由軟體還是硬體產生的。軟體補償的動態性能好,機械結構簡單、經濟、工作方便可靠。
單項與綜合誤差補償
綜合誤差補償是同時補償幾項誤差,比單項誤差補償要複雜,但效率高、效果好。
單維與多維誤差補償
多維誤差補償是在多坐標上進行誤差補償,難度和工作量都比較大,是近兒年來發展起來的誤差補償技術。
機械加工中誤差補償系統的組成
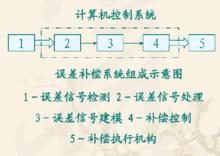 圖2 機械加工中誤差補償系統
圖2 機械加工中誤差補償系統機械加工中誤差補償系統的組成如圖2所示。
(1) 誤差信號的檢測;
(2) 誤差信號的處理;
(3) 誤差信號的建模:建模是找出工件加工誤差與在補償作用點上補償控制量之間的關係;
(4) 補償控制:根據所建立的誤差模型和實際加工過程,用計算機計算欲補償的誤差值,輸出補償控制量;
(5) 補償執行機構:補償執行機構多用微進給機構完成。
