
影響因素
如圖所示,設OA為正確的視準軸,ABDC組成的面為水平面,垂直角α為0時,實際視準軸應為OC,則有∠AOC=C,當視準軸旋轉時才會形成一個OO′為軸線、ON為母線、錐角為(180°-2C)的圓錐,其錐底面為CND,而圓AMB則為以O為圓心大小、與CND一樣的圓。當垂角為α時,N點在水平面上投影為P,則MP⊥CO′、∠NOP=α、∠MON=C、∠AOP=△C。
則有:ON*cos∠NOP*sin∠HOP=HP=MN=ON*sin∠MON
即:cosα*sin△C=sinC
又:△C,C均很小,sin△C≈△C,sinC≈C
得:cosα△C=C,即△C=C/ cosα
即當視準軸與水平軸不正交的誤差為C,儀器照準某目標的高度角為α時,視準軸誤差對水平方向觀測值的影響值△C=C/ cosα,由上式可以看出,△C的大小不僅與視準差C的大小有關,還與觀測目標的垂直角α有關。
當儀器處於I(盤左)位置,有誤差的視準軸居於正確視準軸之右側,則I面照準目標的水平方向觀測值經改正後為:L1=L-△C,式中L1為改正後的I面位置水平方向值,L為I面水平方向觀測值。與此類似,R1=R+△C,其中R、R1分別為Ⅱ(盤右)照準目標二水平方向觀測值和改正後的值。取I和Ⅱ面觀測值中數,有水平方向觀測值:
1/2(L1+R1±180°)=1/2(L-△C+R+△C±180°)=1/2(L+R+180°)
由上式可以看出,以I面、Ⅱ面觀測值之中數作為目標水平方向觀測值時,視準軸誤差是可以消除其影響的,但這是在水平軸,垂直度盤等安裝完好的情況下的結果。在其它部件安裝不是標準的情況下,視準軸誤差仍會帶來影響,因此要竭力消除此誤差。
同時,我們還可以得到2△C=L-R±180°,當α=0時,C=△C,則有2C=L-R±180°,由上式可以看出,對某一水平目標觀測,通過I面觀測值減去Ⅱ面觀測值的方法可以測出儀器的二倍視準差2C。
檢查方法
1.將儀器固定在校正台上並精密整平;
2.將儀器開機並正鏡(盤左)照準平行光管無窮遠目標,水平度盤讀數為HC;
3.將儀器倒鏡(盤右)照準平行光管無窮遠目標,水平度盤讀數HR;
4.計算C=1/2[(HC-HR)±180°];
5.如果C>9",則需進行校正,否則無需校正。
校正步驟
1.將儀器望遠鏡與目鏡之間的護蓋逆時針擰開;
2.將儀器固定於校正台上並精密整平;
3.先將儀器正鏡(盤左)照準平行光管無窮遠目標,記錄下水平度盤讀數HC,將儀器倒鏡(盤右)照準平行光管無窮遠目標,記錄水平度盤讀數HR,並根據C=1/2[(HC-HR)±180°]計算C值。
4.在倒鏡位置旋轉水平微動手輪,使水平度盤的讀數顯示變化C/2,此時通過儀器望遠鏡看平行光管中無窮遠目標,會發現有微量的偏移,即C/2。
5.用校正針調整水平方向的兩個調整螺釘,使望遠鏡分劃極發生微量的移動並與平行光管無窮遠目標重合。
6.重新進行C的檢查程式,如C值仍超出規定值,則重複以上校正步驟。
特別要注意的是,用校正針調整時,每次調整量不能很大,且水平方向上的兩個調整螺釘的鬆緊程度是相當的,否則時間一長,分劃板很容易發生移動,從而引起C值的變化,因此,隔一定時間也需進行照準軸誤差C的校正。
經緯儀視準軸誤差檢驗的幾種方法及其區別
研究背景
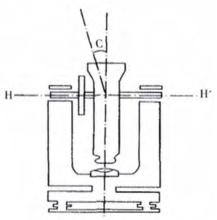 圖1 視準軸誤差
圖1 視準軸誤差視準軸與水平軸不正交,視準軸偏離正確方向一個角度c,所產生的誤差稱為視準軸誤差,如圖1所示。規定視準軸偏向垂直度盤一側時c為正,反之為負。視準軸誤差產生的原因主要是由於望遠鏡十字絲分劃板安置不正確,使望遠鏡的十字絲中心偏離了正確的位置,引起視準軸位置發生變化,此外,望遠鏡調焦透鏡運行時晃動、外界溫度變化,也會造成視準軸不與水平軸正交,從而產生視準軸誤差。當橫軸水平,若視準軸與橫軸不正交,望遠鏡繞橫軸旋轉的旋轉面是一個圓錐面。用該儀器照準同一鉛垂面內不同高度的目標時,將有不同的水平度盤讀數,這樣,則會對測量水平角測量帶來誤差。經緯儀視準軸與橫軸的正交性檢驗主要有三種方法,即讀數法、四分之一法和高低點法,下面分別討論這幾種方法的檢驗原理及其區別。
經緯儀視準軸誤差檢驗的幾種方法
(1)讀數法檢驗
 圖2 盤左位置
圖2 盤左位置檢驗時,選擇與儀器大致相同高度的目標,整平儀器後,使望遠鏡大致水平;首先在盤左位置瞄準一目標,讀得水平度盤讀數M,如圖2所示,由於C值的存在,在盤左位置將使讀數M多讀了一個C值;然後倒轉望遠鏡,以盤右位置瞄準原目標,讀得水平度盤讀數M,如圖3所示,由於C值的存在,在盤右位置將使讀數M少讀了一個C值。通過下面公式(1),可計算出視準軸誤差C,如果C值超過規範的要求,則應予以校正。
 視準軸誤差
視準軸誤差此方法要求照準目標高度與儀器高度大致相等,如果儀器同目標不等高,經緯儀視線處於傾斜狀態時,按(1)式求出的C值,既包含視準軸與橫軸不正交對水平角產生的誤差(視準軸誤差),也包含橫軸不水平對水平角的影響(橫軸誤差)。此外這種方法由於在度盤上讀數,必然會受到度盤偏心誤差的影響,所以這種方法不適合單指標讀數的經緯儀(如北光或蘇光生產的J6經緯儀)視準軸誤差的檢驗。
(2)四分之一法檢驗
在平坦地區選擇相距約60 m的A、B兩點,在中點O安置經緯儀,A點設一標誌,在B點橫置一根刻有毫米分劃的直尺,尺子與OB垂直,且A點標誌、B尺和儀器的橫軸大致同高。檢驗方法如下:
①先用盤左位置瞄準A點,固定照準部;
②縱轉望遠鏡,如圖4所示,望遠鏡視準軸繞HH1旋轉,則在B尺上照準處為B點;
③用盤右位置瞄準A點,固定照準部;
④縱轉望遠鏡,如圖5所示,望遠鏡視準軸繞HH1旋轉,則在B尺上照準處為B點;
⑤在B尺上讀出B、B兩點的距離,記為N;
⑥計算C值:C=1/2*ARCTAN(N/2D)因為此種檢驗方法不在度盤上讀數,所以不受度盤偏心的影響,能夠適合於單指標經緯儀的檢校,例如北光或蘇光生產的J6經緯儀。
(3)高低點法檢驗
測定時,在距儀器5m以外的地方設定高、低兩個目標,兩點應大致在同一鉛垂線上,用儀器觀測兩點的垂直角的絕對值應不小於3°,其絕對值應大致相等,其差不得超過30"(設定目標時可用儀器指揮)。
①觀測高低兩點的水平角6個測回,每測回均勻變換水平度盤和測微器位置。變化按高、低點方向分別比較,對J07、J1型儀器不得超過6",對J2型儀器不得超過10";各測回角度值互差J07、J1型儀器應小於3",J2型儀器應小於8"。
②觀測高、低點的垂直角α高和α低,用中絲法測3個測回。垂直角和指標差互差均不超過10"。
③計算水平軸傾斜誤差:令C為視準軸誤差,i為橫軸誤差,依據視準軸誤差和橫軸誤差對水平角觀測的影響規律。
此外這種方法也是在度盤上讀數,由於受到度盤偏心誤差的影響,所以這種方法同樣不適合單指標讀數的經緯儀(如北光或蘇光生產的J6經緯儀)視準軸誤差的檢驗,但此種方法可以在測定視準軸誤差的同時,測定出橫軸誤差的影響,這是前兩種方法所不具備的。
研究結論
當所觀測方向的垂直角相等或相差很小,外界因素的影響又較穩定時,同一測回所得各方向的2c應相等或互差很小,但實際往往並不相等。2c變動的主要原因是照準和讀數等偶然誤差的影響。因此,計算2c並規定其變化範圍可以作為判斷觀測質量的標準之一。國家規範規定,對於J1型儀器,一測回中各方向2c互差不得超過9";對於J2型儀器,不得超過13"。
