
螺栓球介紹
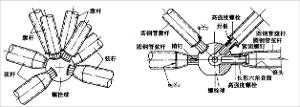
鋼球大小取決於相鄰桿件的夾角、螺栓的直徑和螺栓伸進球體的長度等因素。高強度螺栓應符合8.8級或10.9級要求。套筒通常開有縱向滑槽,花草寬度一般比銷釘直徑大1.5~2mm。套筒端部到開槽端部(或釘孔端)距離應使該處有效截面抗剪力不低於銷釘(或螺釘)抗剪力,且不小於1.5倍開槽的寬度或6mm。套筒端部要保持平整,內孔直徑可比螺栓直徑大1mm。
當桿件管徑較大時採用錐頭連線。管徑較小時採用封板連線。連線焊縫以及錐頭的任何截面應與連線鋼管等強。封板厚度應按實際受力大小計算。
錐頭是一個軸對稱鏇轉厚殼體,錐頭承載力主要與錐頂板厚度、錐頭斜率、連線管桿直徑、錐頭構造的應力集中等因素有關。
 螺栓球
螺栓球螺栓球規格
| 螺栓球代號 | 螺栓球直徑(mm) | 螺栓球代號 | 螺栓球直徑(mm) |
| BS100 | 100 | BS170 | 170 |
| BS105 | 105 | BS180 | 180 |
| BS110 | 110 | BS190 | 190 |
| BS115 | 115 | BS200 | 200 |
| BS120 | 120 | BS210 | 210 |
| BS125 | 125 | BS220 | 220 |
| BS130 | 130 | BS240 | 240 |
| BS140 | 140 | BS260 | 260 |
| BS150 | 150 | BS280 | 280 |
| BS160 | 160 | BS300 | 300 |
螺栓球製作
.螺栓球採用45#優質鋼,所有原材料進廠後均進行3/1000抽樣理化力學性能測試。然後到專業鍛壓單位用250公斤或750公斤空氣錘模鍛而成球坯。毛坯經正火處理,使其硬度達到HB197~225。毛坯要求無裂紋、過燒、麻點等缺陷,橢圓度不超過1%倍直徑。
螺栓球的精加工在X5032A型立式升降台銑床、ZA5032園柱立式鑽床及ZA3050?16型搖臂鑽床上用萬能分度頭進行加工。
①在立式銑床上銑出球的一個基準平面,並在鑽床上加工好基準螺孔;然後利用此基準螺孔在X5032A型立式銑床上轉動分度頭加工出各弦桿孔和腹桿孔的平面。夾具的轉動定位偏差為?5?,加工完畢,進行角度檢測,符合JGJ7—91的規定要求為正品。
②採用定位夾具在立式鑽床上完成孔的加工。
③最後在鑽床上進行螺紋的加工,保證各螺紋孔中心軸線夾角誤差不大於?30?。
c.螺栓球的檢測主要採用角度盤、角度板和角度棒進行檢測角度。
①相鄰兩螺孔中心軸線夾角誤差控制在±30?之內,且螺紋長度必須保證>1.3倍螺栓公稱直徑。
②同一軸線上兩螺孔端面平等度允許偏差:
當D?120mm時,偏差為?0.20mm;
當D?120mm時,偏差為?0.30mm。
③螺孔端面距球心的允許偏差為?0.2mm。
④螺栓孔端面與軸線的垂直度為0.5%螺孔端面直徑。
⑤螺孔螺紋加工精度,滿足GB196中的6H級。
