
簡介
脹接是用脹管器擠壓伸入管板孔中的管子端部, 使管端發生塑性變形,管板孔同時發生彈性變形,當取出脹管器後,管板孔彈性收縮,管板與管子間就產生一定的擠緊壓力,緊密地貼在一起,達到密封緊固連線的目的。
工作過程
其工作過程是將脹管器插入管子頭,使管子頭髮生塑性變形,直至完全貼合在管板上,並使管板孔壁周圍發生變形,然後拔出脹管器。由於管子發生的是塑性變形,而管板仍然處在彈性變形狀態,擴大後的管徑不能縮小,而管板孔壁則要彈性恢復而使孔徑變小(復原),這樣就使管子與管板緊緊地連線在一起了。利用管端與管板孔溝槽間的變形來達到緊固和密封的連線方法。用外力使管子端部發生塑性變形,將管子與管板連線在一起,又叫脹管,多採用脹管器脹接。
結構形式
 結構形式
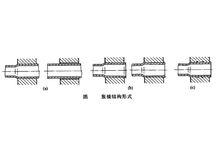
結構形式脹接的結構形式一般有:光孔脹接、翻邊脹接、開槽脹接和脹接加端面焊等,如圖所示。脹管時脹管區的清潔是關鍵,否則會嚴重影響強度和密封。
1、光孔脹接 如圖a所示,一般用於工作壓力小於0. 6MPa、溫度低於300℃、脹接長度小於20mm的場合。
2、翻邊脹接 如圖b所示,即管子脹緊後,將管端扳成喇叭形或翻打成半圓形,以提高接頭的連線強度。
3、開槽脹接 如圖c所示,是在管板孔內開環形槽,使管子脹接時能鑲嵌到槽中,以提高抗拉脫力,一般用於溫度低於300℃、工作壓力小於3. 9MPa的場合。
4、脹接加端面焊有先脹後焊和先焊後脹兩種。先脹後焊又稱強度脹+密封焊,影響焊縫質量,用於壓力較高、管板較厚的場合。先焊後脹又稱強度焊十貼脹,焊縫質量不受脹接影響,且管子與管板的同軸度較好,脹接精度高,用於壓力較低、鋼板較薄的場合。
