
含義
 同步組角機
同步組角機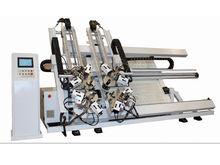 四頭組角機
四頭組角機根據可組角的不同,分為單頭組角機,雙頭組角機,四頭組角機。
技術參數
組角機技術參數:
| 耗氣量 | 2L/min |
| 額定油泵壓力 | 16MPa |
| 油箱容量 | 20L |
| 總級角壓力 | 48KN |
| 組角缸運動行程 | 98mm |
| 主定位塊調整範圍 | 70mm |
| 加工型材高度(最大) | 120mm |
| 組角刀型號 | 3、5、8 mm |
原理及結構
主要組成
本機由機體、工作檯、定位油缸、輔助定位器、沖鉚器、組角油缸、組角滑板、電控盤、腳踏開關等主要部分組成。氣動系統由電磁閥、壓力表、汕霧氣、水分離器等組成。液動系統由液壓泵、電磁閥、高壓膠管、液壓繼電器等組成。詳見氣液原理圖。
工作原理
由組角油缸推動組角滑板,組角滑板向前運動,同時推動左右沖鉚軸,由沖鉚軸上的組角刀實現對鋁門窗90度角連線。
結構特點
本機是在吸收國外同類產品優點的基礎上開發的新機型。本機採用氣、電、液聯和操作控制,由於採用了機械聯動新結構,消除了油壓波動對組角質量的影響,使組角完全同步,組角深度更加一致,組角的90度角度更加精確。另外,前後定位採用了上下可調,前後距離可調的定位裝置適用於加工不同斷面形狀和尺寸的型材 。
安裝
1.環境與要求
組角機應安裝在乾燥、無粉塵、無腐蝕性氣體的室內堅硬水泥地面上。
2.開箱到位
開箱後將組角機連同包裝底座移至安裝位置旁,拆下組角機底座的緊固螺釘,使用搬運工具將組角機移至安裝位置。
3.接地
組角機機身必須接地,接地時採用黃綠雙色多股絞和銅線,其截面積不小於2.5平方毫米,接地後機身與主接地點之間的電阻應小於4歐姆。
4.接電源
輸入電壓380V,頻率50HZ的電源。
5.接氣源
將氣源安裝在機身側面氣源處理三聯體的接頭上,檢查無漏氣後將氣壓調整到0.5-0.8MPa。
6.檢查油路
將機體後蓋打開,油箱的液面應保持在油標的中心線以上,以防油泵吸空。加油時套用120目過濾網濾去新油中的雜質 。
調整
1.將溢流閥鬆開,按下液壓啟動按鈕,觀察電機旋向(從上方觀察電機應順時針方向旋轉)。若方向不對,請調換三相線的相對位置。
注意:本機工作壓力為10mpa,在出廠前已調好,非技術人員請不要調動壓力閥,以免出現異常,造成無謂損失。
2.將面板上的聯動開關置“聯動”,將控制臺上的時間繼電器調整到一定時間,定位延時調為2s-3s,退刀延時調為3s-4s。
3.工件安裝與調整
將裝好角碼的型材置於輔助定位器前方,45度接縫處的外角點對準定位器前面90度角的頂端。按型材高度調整主定位塊高度,使之與型材相適應。組角刀具的高度與型材連線的角碼高度相適應,當型材內側凸筋特殊時應更換主定位塊,使之能深入到筋間空腔內,不至於頂到筋上,因此主定位塊設計成活連線,以便用戶自行按型材配做各種定位塊。
4.壓入點K的位置和壓入深度的調整
角連線是否牢固可靠,很大程度上取決於壓入點K的位置與壓入深度H的調整。
(1)理論上K點應位於角碼凹槽外側斜邊的延長線上,具體實踐方法為:
直接將角碼置於支撐和觸角之間,並在角碼內側加墊片,墊片厚度等於型材的壁厚A,直接按角碼凹槽外側斜邊對刀。
(2)理論上沖鉚深度以沖頭衝壓型材外壁,並將這部分材料壓在角碼凹槽底部,剛好頂在凹槽斜邊上為宜。
(3)當K點位置已劃線(或按角碼實物),壓入深度H也計算出後,具體調整步驟如下:
a)輔助定位器的觸角向後離開工件(儘可能遠)。
b)聯動開關置“單動”位置。
c)踩下腳踏閥。
d)主定位塊向工件運動,並接觸工件內角至自行停止(達油缸行程終點)。
e)鬆開導板上的固定螺栓,輔助定位器的前後位置可改變,讓型材緊靠在主定位塊上並跟著前後移動。目的是使組角工具的刀口對準角碼上的K點。
f)調輔助定位器,使觸角頂在角碼頂角,並擰緊螺釘。
g)聯動開關置於“聯動”位置。
h)調整組角刀行程,先推動滑板至組角工具刀口,對準角碼上的K點,並深入到角碼凹槽底部然後旋轉星形手柄至油缸最小行程,在工作過程中一定考慮到型壁厚。
i)調整後,進行樣件試沖。
維護與保養
1.氣源三聯體(分水濾氣器、壓力表、油霧器)的調整。
分水濾氣器,每班放水,每周清洗一次,壓力表調到0.4-0.6MPa。油霧器注入L-MH32液壓油,並保持一定油位,油量調到每一分鐘一滴左右。
2.液壓系統
(1)油泵的工作介質為液壓油,冬季使用L-HM32液壓油。夏季可使用L-HM46液壓油。
(2)油箱的液面保持在油標的中心線上,以防油泵吸空,加油時套用120目濾網濾去新油中的雜質。經常使用時,一般每兩個月清洗一次油箱,濾油器半年清洗一次,同時更換新油。
(3)正常工作油溫為20℃-50℃,油溫過高時,需要採取冷卻措施或停泵,待油液充分冷卻後才能正常工作。油溫過低時,不允許直接工作,需採取加溫措施,可通過外加溫或低壓運轉來提升油溫。
(4)泵的工作壓力不準任意提高
(5)高壓膠管長期使用,由於膠管的老化,各處的損傷會造成膠管耐壓強度的降低,應注意定期檢查。
故障及排除方法
1.三聯體壓力升不上去,應檢查調壓閥彈簧,如果斷裂需及時更換。
2.油霧器在工作過程中發生不滴油時,應檢查進口流量是否減少,油針孔是否被塵埃堵塞。
3.電氣系統故障查閱電氣原理圖、電氣接線圖分析。
4.液壓、氣動系統故障的排除,查閱氣液壓系統原理圖分析。
組角機操作規程
1.組角機在使用前需要將潤滑油加滿,對組角機工作場地及工作檯進行清理,調節刀具平面使之與工作檯面平行。
2.使用組角時應該把型材角度端面附近的保護膜撕掉,對端面進行清理,不能有東西粘在上面,以防組角後有間隙。
3.液壓動力的組角機,其壓力應該合理,壓力太高的話會引起型材變形。
4.角碼的厚度應該同型材腔的配合間隙應合理,角碼斷面的垂直度不大於規定要求,否則會影響組角機的穩定性,還有可能組不成角。
5.工作完畢後,先關掉電源,對工作檯面和設備周圍的衛生要打掃乾淨。
6.組角機需要進行不定期檢查、保養,以消除事故隱患。
7.正確佩戴好個人防護用品,嚴禁違章操作。
8.定期對設備進行保養、檢查,嚴禁設備帶病作業 。
