
澆口:金屬液從澆注系統進入鑄件型腔部分的入口。
冒口:專門為起補縮作用而設定的補充部分。
澆冒口是金屬在鑄造工藝中所必然產生“多餘”部分,在完成金屬鑄造成型工藝後,澆冒口就是首先要清除的部分。
 鑄件實物圖
鑄件實物圖在鑄造生產中,鑄件澆冒口的清除是一種勞動量大,自動化程度還很低的工序。
常見的鑄造材料為鑄鐵、鑄鋼、鋁合金、銅合金、鋅鎂合金等。
常見的澆冒口去除方法為物理切割方式,包括火焰、等離子、雷射等的熱切割方式,以及帶鋸、圓盤鋸、銑刀等的冷切割方式。其中,後者作為常見的操作簡單、成本低廉的套用方式,被廣泛套用到實際生產過程中。
其中,隨著技術的進步及人力成本的不斷提升,市場對於鑄件澆冒口自動切割機的需求日益明顯。
成熟的澆冒口自動切割機應採用數控系統進行靈活編程,以適應鑄件的各種複雜型號及形狀;同時,對切割作業中的安全防護提出較高的要求,如防止粉屑飛濺、防止噪音污染等。
根據設備所使用的鋸片的不同,常見以的澆冒口自動切割機可分為數控圓盤鋸切機和數控帶鋸切割機兩種,從結構角度來分析,這兩種設備各有其優缺點。
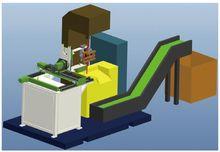
 數控圓盤鋸床標準圖
數控圓盤鋸床標準圖◆數控圓盤鋸切機結構說明:
與普通的四軸數控工具機結構相類似,鋸切機由床身、殼體、圓盤鋸主軸、XYZU運動機構、數控系統、工裝治具、粉屑傳輸機構等幾個主要部分組成。
床身的設計除應保證設備基礎穩固外,還應符合操作者人體工學,方便操作者進行靈活的上下料。
切割操作中的安全防護由殼體來實現,應配置有安全門、觀察窗、光柵等,既能方便安全的實現用戶操作,又能防止粉屑飛濺及工作噪音污染。
圓盤鋸主軸應具備變頻調速功能,可根據操作需要靈活調整鋸片轉速。
XYZU運動機構是一個四軸定位結構,通過伺服電機實現精確控制,在對刀具進行運動定位的同時,工件的工裝治具也做相應的隨動控制,確保刀具對工件再各個角度都能實現切割操作,以此來使設備適應不同結構及尺寸規格的工件。
數控系統在編程方面應具備足夠的靈活性,可套用於對不同形狀工件的線上或離線編程及程式存儲,採用機器人常用的試教編程方式為最佳。
工裝治具是為適應特定的工件而進行個性化的仿形設計,但要做到結構簡單,能夠快拆快裝,最大限度地為客戶進行工件切換提供便利。
粉屑傳輸機構是將切割形成的粉屑通過傳輸裝置進行連續送出,確保粉屑不因堆積而影響設備正常操作。
在圓鋸片的材質選擇方面,適應不同材質的需要,用戶可選擇最適和自己需求的硬質合金鋸片、鎢鋼鋸片、鑲齒合金鋸片、金剛石鋸片等。
優缺點:
數控圓盤鋸切機的優點是設備結構緊湊、工作效率高、刀具消耗小、造價成本低,缺點是僅適用於直線切割,難以適應曲線切割的需求。
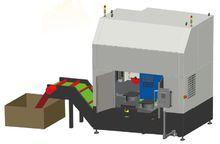
◆數控帶鋸切割機:
 澆冒口自動切割機
澆冒口自動切割機數控帶鋸切割機雖然在其中整合了一台帶鋸床,但不同於普通的帶鋸床。其主要組成部分為上下料機械手、高速帶鋸床、粉屑傳輸機構、安全防護間等。
上下料機械手應至少配置四軸或五軸機構,在夾持工件的同時,可在工作空間內帶領工件做任意位置及任意角度的定位操作,以適應不同形狀及規格工件的切割要求。
高速帶鋸床配有高速帶鋸傳動系統,帶鋸運行速度可進行變頻調速,確保帶鋸具有較強的切削能力。
粉屑傳輸機構是將切割形成的粉屑通過傳輸裝置進行連續送出,確保粉屑不因堆積而影響設備正常操作。
出於安全防護及工作環境保護的要求,此設備需要將機械手、帶鋸機、粉屑傳輸機等相關設備集中整合到一個安全防護間中,將設備運轉及人工操作進行有效的安全隔離。
優缺點:
數控帶鋸切割機的優點是對工件的適應性強,可用於直線及曲線的軌跡切割,但缺點工作效率低、設備造價成本高。
