
溢流型球磨機
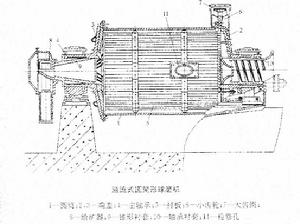
溢流型球磨機的構造如下圖所示。主要由筒體、端蓋、主軸承、中空軸頸、傳動齒輪和給礦器等部分組成。溢流型球磨機排礦速度較慢,大密度的礦粒不易排出,容易產生過粉碎現象。筒體1用厚給15-36mm的鋼板焊接而成,在筒體的兩端焊有鑄鋼製造的法蘭盤,用螺栓將端蓋2和3與法蘭盤連線在一起,二者須精密加工和配合,因為承載磨礦機質量的中空軸頸焊在端蓋上。在筒體上開有1-2個人孔,供檢修和更換襯板用。筒體和端蓋內部敷設有襯板5。
端蓋上的中空軸頸支承在主軸承4上。主軸承常用的是滑動軸承,其直徑很大,但長度很短。軸瓦用巴氏合金澆鑄,與一般滑動軸承不同之處在於僅僅下半部有軸瓦。整個軸承除軸瓦用巴氏金澆鑄外,其餘用鑄鐵製成。由於球磨機的跨度和載荷很大,將發生一定程度的
撓曲,而且製造和裝配的誤差也難以保證準確的同心度,因此主軸承製成自動調心滑動軸承,為防止軸瓦轉位過大而從軸承座中滑出,在軸承座與軸瓦的球面中央放一圓柱銷釘。
主軸承是球磨機的一個關鍵部件,必須充分重視其潤滑,一般採用稀油集中循環潤滑,油流經泵分四路壓入主軸承和傳動軸承中,然後排到軸承底部的排油管道,再流回油箱。對中、小型球磨機,則有採用油環自動潤滑、油杯滴油潤滑或者採用固體潤滑劑等方式。有的選礦廠設定有斷油自動報警裝置,以保證潤滑的可靠性。
球磨機通過兩端的中空軸支承在主軸承上,兩個中空軸對頸中,有一個可以在主軸承上軸向伸縮,另一個是固定的。由於球磨機的齒輪傳動會產生向力,在設計時使一個中空軸頸帶有兩個凸肩,凸肩之間的距離恰好等於軸瓦的長度,從而防止發生軸向運動。另一個中空軸頸不帶凸肩,其長度大於軸瓦長度給5-25mm,當筒體受熱而伸長或由於載荷使筒體撓曲時,可以在一定範圍內自由伸縮。一般選擇靠近傳動齒圈的軸頸為固定的中空軸頸。中空軸頸內裝有錐形襯套9和軸承襯套10,中空軸頸與內套之間配合要求嚴密,並加以必要的密封。為了使球磨機內礦漿面有一定的傾斜度,排料端中空軸頸的內直徑稍大於給料端中空軸頸的內徑。中空軸頸的內表面可以是平滑的表面或帶有螺旋葉片,給礦端中空軸頸內的順向螺旋葉片用以運輸物料;排料端中空軸頸內的反向螺旋葉片可使粗粒物料返回和防止小球跑出。
傳動大齒圈7固定於排礦端的筒體上,與小齒輪6嚙合,電動機通過小齒輪和大齒圈將筒體帶動。球磨機的傳動方式根據磨機規格不同有如下幾種;
(1)同步電動機傳動。大型球磨機採用低速同步電動機直接帶動球磨機的小齒輪,小齒輪再帶動大齒圈使球磨機轉動。優點是傳動效率高、占地面積小、維修方便和改善電網的功率因數,但同步電動機售價較高,而且需直流電源。
(2)異步電機齒輪減速器傳動。大、中型球磨機採用異步傳動,齒輪減速器帶動小齒輪、大齒圈而驅動球磨機。優點是異步電動機價格便宜,但多用了一大套大型減速器。
(3)異步電機三角皮帶傳動。小型球磨機採用異步電動機通過三角皮帶帶動小齒輪,大齒圈而驅動球磨機。其缺點是傳動效率低,占地面積大,維修複雜。
國外生產的球磨機傳動方式
有下述三種:
(1)電動機通過小齒輪和大齒圈傳動。
(2)中心傳動,即電動機通過減速器帶動中空軸頸的延長部分。
(3)電動機的轉子直接裝在筒體或中空軸頸的延長部分上,定子固定於地基上,構成所謂“無齒輪傳動”。此時,採用超低速同步電動機,其轉速等於球磨機的轉速,適用於傳動功率7500kw以上。
球磨機的給料是由給礦器8完成的。給礦器固定於球磨機的中空軸頸上並隨中空軸頸一起傳動。常用的給礦器有鼓形、蝸形和聯合給礦器三種。
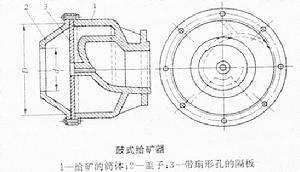
鼓式給礦器如下圖所示,只用於給料位置高於球磨機軸線的場合。它一般用於開路磨礦,將破碎產品送進球磨機磨碎。它由筒體1、蓋子2、和帶有扇形孔的隔板3組成,三者用螺釘固定聯接。筒體由鑄鐵製成,或用鋼板焊接,在內部有螺旋形隔板。蓋子2是截錐形短筒,左方為進料孔。當物料由此給入後,經過隔板的扇形孔進入筒體,由筒體內部的螺旋形舉板將物料舉起,自右方送進球磨機的中空軸頸內。這種給料器的給料粒度可達70mm.
聯合給礦器是鼓式給礦器和蝸式給礦器聯合起來的給礦器,如下圖所示,筒體1和蓋子4與鼓式給礦器相似,而勺子2和勺頭3又與蝸式給礦器相似。粗料給料可通過蓋子4的孔直接由螺旋形隔板提升後進入中空軸頸。在返砂槽中的返砂由勺子舀起後經筒體的螺旋形隔板送入中空軸頸。聯合給礦器適用於閉路磨礦流程。
球磨機的筒體、端蓋、中空軸頸等處都敷有襯板。筒體襯板除保護筒體外,還對磨礦介質的運動規律和磨礦效率有影響,當襯板較平滑時,對磨礦介質的提升作用較弱,衝擊作用較小,而研磨作用較強。襯板還要求耐磨損。由於介質和礦漿的衝擊、研磨和沖刷腐蝕造成了襯板的磨損,除了襯板的材質和形狀外,磨損還與給礦粒度、礦石可磨性、鋼球大小、筒體直徑、球磨機的轉速以及礦漿的腐蝕性等因素有關。
襯板的材質有高錳鋼、高鉻(白口)鑄鐵、橡膠等。中錳球墨鑄鐵(含Mn7%-9%,Si3.4%-4%,C3.2%-3.6%)的壽命不低於高錳鋼,但成本低得多。襯板厚度一般為50-130mm,與筒殼之間有10-14mm的間隙,用膠合板、石棉墊、塑膠板或橡膠鋪在其中,用來緩衝鋼球對筒體的衝擊。襯板用螺栓固定在筒體上,螺帽下面有橡膠環和金屬墊圈,以防止礦漿漏出。
襯板的形狀多種多樣,如圖所示。按其表面形狀可分為平滑和不平滑兩類。不平滑襯板可使磨礦介質提升到較高的高度再落下,並且對鋼球和礦石較強的攪動,因而適用於粗磨。平滑襯板由於鋼球與襯板之間的相對滑動較大,因而產生較多的研磨作用而適用於細磨。
圖1-6-5中,a、b、c和g是直接用螺栓固定在筒體上的單塊襯板;d、e是用鋼楔條螺栓固定在筒體上的襯板,後兩者的優點是易於安裝;長條形襯板f不用螺栓,而是靠端蓋襯板的擠壓固定的。
端蓋襯板是用筒體襯板相同的材料製成,通常製成扇形,以便安裝在端蓋內表面上。
下圖中,h、i是橡膠襯板,橡膠襯板的形狀一般由橡膠壓條和平襯板兩部分組成。球磨機常用的橡膠壓條有方形(粗磨形i)、標準型和K型(細磨型h)。方形壓條對磨礦介質的推舉力較強,平襯板部分較厚,以產生衝擊作用,適用於粗磨。當磨礦粒度很細時,應採用K型壓條,由於其前端是圓弧形,比較光滑,對磨礦介質的推舉力減弱,磨礦介質的拋落和衝擊作用較小,但在磨礦介質隨筒體向上運動的瞬間,磨礦介質壓力增加,適用於細磨,產生較多的新生的表面積。
當電動機通過小齒輪和大齒輪將筒體帶動時,物料經給料器通過中空軸頸從左端給入筒體。筒體內裝有一定質量的鋼球作為磨礦介質。物料受到鋼球的作用而磨碎,然後經排礦端的中空軸頸排出機外。由於磨碎產品經中空軸頸溢流排出,故這種球磨機稱為溢流型球磨機,是一種廣泛套用的球磨機。
