
簡介
以線紋尺的刻度或光波波長作為已知長度,利用機械測頭進行接觸測量的光學長度測量工具。測長機具有能在3個坐標內移動和2個坐標內轉動的可調工作檯,還帶有不同測頭和附屬檔案,常用於檢定大尺寸量塊和測量多種工件的內、外尺寸。
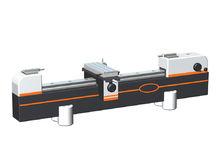
以線紋尺的刻度或光波波長作為已知長度,利用機械測頭進行接觸測量的光學長度測量工具(如圖所示)。測長機具有能在3個坐標內移動和2個坐標內轉動的可調工作檯,還帶有不同測頭和附屬檔案,常用於檢定大尺寸量塊和測量多種工件的內、外尺寸。測長機有1米、3米、6米和6米以上等幾種測量範圍,分度值通常為1微米。為求結構緊湊,多數測長機不採用阿貝原則(見長度測量工具),而採用愛賓斯坦光學系統。這種光學系統能自動補償由於導軌直線度誤差引起的測量誤差。
 測長機
測長機測量範圍在1米以內的習慣上稱為測長儀,它利用讀數顯微鏡和帶有線紋尺的測量軸組成的測量系統(習慣上稱為阿貝頭)進行接觸測量。阿貝頭的示值範圍一般為 100毫米。測長儀有立式和臥式兩種。它的結構設計一般符合阿貝原則,故通常也稱為阿貝測長儀。立式測長儀和臥式測長儀的測量範圍通常分別不大於250毫米和600毫米(測量範圍大於100毫米時需要用量塊調整零位)。前者主要用於測量外尺寸,後者主要用於測量較大工件或在立式測長儀上不易定位的工件如圓盤等的內、外尺寸等。
原理
1.標準器:採用高精度光柵系統作為反饋 X 軸向距離的標準器;
2.測量原理:利用頭座的測力並使用測帽球面(針對平面物體測量-如量塊,校對桿,千分尺,卡規等)接觸被測平面,五軸工作檯的水平方向浮動,使得尾座測帽球面與被測件另一平面接觸;從而測得兩測帽球面頂點間的距離;
利用頭座的測力並使用平面測帽的平面(針對圓周外徑測量,如光面塞規,針規及棒材)接觸被測平面,五軸工作檯的水平方向浮動,使得尾座測帽球面與被測件另一平面接觸;從而 測得兩測帽平面間的距離;
利用頭座測力並使用平面測帽接觸三針使三針與螺紋塞規螺紋槽中徑截麵點接觸,得到平面測帽間的距離,並加上三針針徑,使用三針法計算得到螺紋單一中徑;
利用 T 型測球與螺紋環規內螺紋槽中徑截麵點分別接觸,得到一組螺紋中截面中徑數據,並通過三針法計算得到螺紋單一中徑;
3. 數據修正:通過測力修正系統及溫度修正系統將 X 軸向光柵反饋的數據進行修正得到正確的 X 軸標準長度數值;
4. 軟體標準及數據計算:軟體系統內置多個標準,並通過對應標準的數據計算得到檢定所需數據(如螺紋的單一中徑,量塊的標準長度,光面規的真值等。
使用及操作方法
(一)、測帽的選擇和調整
本投影測長機是用接觸法測量的,所以測帽的選擇和調整可以避免較大的測量誤差。測帽選擇的原則是被測件與測帽的接觸面為最小,即接近於點或線。
1、測量平面物體時,使用R20球形測帽;
2、測量圓柱物體時,使用1.5*8刃形測帽;
3、測量球形物體時,使用φ2、φ8平面測帽;
4、三針法測量外螺紋中徑時,使用φ8、φ14,中、大平面測帽。
(二)、測帽的調整
球形測帽、刃形測帽、平面測帽都可用下述方法進行調整:
一對測帽分別裝在尾管和測頭上,並使兩測帽互相接觸,與此同時在投影窗里看到微米分劃板的像,調節尾管十字方向駐螺中的一對測帽分別裝在尾管和測頭上,並使兩測帽互相接觸,與此同時在投影窗里看到微米分劃板的一個,使像自左向右或自右向左移動,並在某一個位置改變其運動方向,於是將駐螺釘停留在這個通常所謂“轉折點”的地方,用同樣方法調節駐螺中另一螺釘,通過上述調整,測帽在水平和垂直方向彼此平行就可以了。
(三)、儀器零位的調整
1、粗定位
將頭架組移至100mm金屬分劃尺的零刻線處,將尾架組移至900mm金屬分劃尺的零刻線處,應使《分米尺》的標記落在毫米投影窗居中位置。
2、套線
轉動鎖緊手輪,將頭架組鎖緊在測微桿上,再轉動微動手輪,進行套線瞄準。
3、微米對零
鬆開十字膠木旋扭,粗動尾管,讓其與測量頭良好接觸,再用旋扭將尾架固定,旋動微動螺絲,讓微米分劃板的零刻線瞄準指標線(虛線),調整測帽,使兩個測帽在水平和垂直方向彼此平行,再旋動螺線讓微米分劃板的零刻線瞄準指標線(虛線)。
(四)、被測件的安放和裝夾
被測件的安放和裝夾是否正確,直接影響測量結果,為了避免測量誤差,在被測件安放時,要利用萬能工作檯或V型支架各向可能的運動尋找被測件在測量時的正確位置,即所謂的找“轉折點”外尺寸測量時尋找測量最小值,內尺寸測量時尋找測量最大值。被測件在裝夾時,應使被測件變形最小,因而要充分地利用附屬檔案,合理地選支承點,長量塊應使用量塊架或用萬能工作檯和V型支架的組合、長量棒和V型支架支承。
(五)、用一米測長機測量內尺寸(主要是孔徑),需注意以下幾點:
1、為了減少測鉤的傾斜測量誤差,在裝夾測鉤時水平和垂直方向一定要調好,在裝夾測鉤時,兩測鉤儘量與水平方向相垂直,最簡單的方式就是人站在一米測長機尾端直接用眼睛瞄準,偏多少就可以一目了然,很快就可以裝夾好了。
在裝夾測鉤時,左邊的測鉤放進右邊的測鉤槽內,這樣才能保證在水平方向與測量軸線相平行。
2、另外,在裝夾右邊測鉤時,與光管接觸時,儘量將螺釘壓在槽的中部,過多過少都不好,因為要保證一定的測量力,並撥動撥叉,看微米投影窗是否有游標刻度,有時螺釘壓得太多,撥動撥叉,在微米投影窗並不能看到游標刻度,這時就要重新調節,這可解決後續對標準時始終找不到轉折點的原因了。
3、在用一米測長機測量孔徑時,需要用標準環規(或組合量塊)作為基準,然後再測量工件的孔徑。在測量孔徑時,注意尾架對準標尺100的位置上(這點與測量外尺寸有所不同,外尺寸是對到0位),然後觀察游標刻度是否清晰,如果不清晰可以調整後邊的燈泡的亮度,如果毫米投影窗內光線較暗,將會影響套線誤差,測量結果的重複性誤差就會較大,最大可能會2個微米讀數誤差 ,這在測量過程中需要注意的。
4、在對標準環規時,先定義標準環規的理論值(選取的標準環規值儘量接近所測工件的孔徑,這樣可以減少測頭傾斜引起的示值誤差;另需要注意的是微米窗公差帶為±0.1mm),然後測量工件。在對標準環規時,將頭架移到環規的整數值,如為29.901那么移到29.9(即在毫米投影窗套線29.9),鎖緊螺釘固定不動,移動左邊光管將測鉤接觸到標準環規,等微米投影窗出現游標刻度後,尋找兩個方向轉折點,如果顯示的值小於或大於29.901,可以鬆動左邊光管螺釘,移動測鉤,直到調整到顯示的值為29.901,這樣標準環規的值就對好了。
另外,測量時,注意將工件裝夾固定好,兩測鉤的測頭注意不要碰撞,如果在測量工件時不小心碰了,需要重新對標準環規,看其零位是否變了,
如果變了需要重新對標準環規,然後再測量工件。
5、在尋找轉折點的過程中,有時兩個方向的轉折點不能重合,這時注意工件是否夾持好,重新對工件以及右測鉤進行裝夾,保證兩個方向的轉折點完合重合。
6、由於一米測長機不符合阿貝原則,其測量軸線和標尺不在同一條直線上,兩測鉤可能在水平和垂直方向發生傾斜,從而影響測量誤差,在測量過程中特別注意選取的標準環規值儘量接近所測工件的孔徑,可以減小由此帶來的傾斜誤差。
(六)、溫度的要求
溫度差異是精密測量誤差的主要來源,精密測量的條件應是被測件與儀器同溫,為此在通常情況下,本儀器應置於20±1℃恆溫室內,在測量長度小於100mm時,室溫應控制在20 ±0.5℃內,當被測件大於100mm時,室溫每小時變化應小於0.3 ℃,被測件與儀器儘量同溫。
對於長度大於50mm的工件,手的溫度對工件有較大影響,為此,在拿取工件時,建議使用木鉗和戴白手套。
備註:為了減小溫度對測量結果的影響,可以引入溫度補償量加以修正。
維護保養
儀器使用時,在導軌面上必須加潤滑油,使用完畢後,必須在導軌面上,工作檯,測帽及其它附屬檔案的光滑面上,用汽油清洗,然後再塗上防鏽油。
套用
測長機是一種通用長度計量儀器,既可以檢定螺紋/光面量規、量塊、外徑千分尺、針規、指示表等各種量具又可以測量齒輪、花鍵、校對棒等精密工件,因此又被稱之為“萬能測長機”。測長機廣泛套用於機械製造業、工具、量具製造業及儀器儀表製造業等企業的計量室和各級專業計量鑑定部門。
