
概述
現代讀取刻度盤讀數的最精確設備多半是採用測微顯微鏡;我們現在來說明裝有測微螺旋的顯微鏡(圖1)。
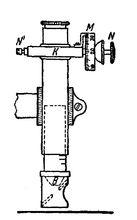 圖1
圖1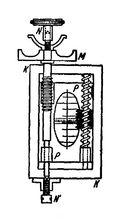 圖2
圖2在顯微鏡物鏡B構成刻度盤一部分的放大象處,安置著小盒子K(圖2),小框架構成PP可在其中的導桿上移動,小框架上裝有蛛絲或劃有細線的玻璃片。用精細螺旋可以徐徐地移動框架;通常是在框架的一邊上嵌有螺帽,其中插入螺旋,其末端支在腳座上(螺旋N');彈簧或兩個螺旋彈簧中的一個,以它的一端支在盒子裡,而另一端支在框架上。當彈簧處在緊縮狀態時,螺旋的末端緊壓在它的支點上。螺旋的另一端自由地伸出在盒子外面,該端安置著不高的圓柱體M,叫做測微輪,輪上刻有分格;在讀取刻度盤的測微計上,分格數目一般是60;在盒子上裝有指標,由此可以用眼睛將測微輪上的分格估讀到它的十分之一;在盒子內,差不多在蛛絲運動的平面上,有一梳形尺,它的齒間距離等於螺旋上的一個齒距,就是說等於旋轉螺旋一周時帶有蛛絲的框架的位移。在輪旁與螺旋的末端,有一個帽子N,那是用來轉螺旋的。在物鏡B的附近,位於物鏡和刻度盤間,裝有照明器;通常它是一個白色的薄片,上面有一個圓孔正向物鏡前(圖1)。白晝的光線或夜間的燈光可以照亮該薄片,它就可以把光散射開,因而照亮在顯微鏡下的一部分度盤。
使用技巧
蛛絲拉成下列的樣子:兩條絲垂直於螺旋軸,而且彼此靠近,因而形成一對雙絲,第三條絲是和這兩條絲相垂直,是即平行於螺旋。當輪上讀數為0.0時(輪位於零上)時,那對雙絲就處在梳形尺齒間的凹槽內;有時測微盒內有特別的小螺旋,可以用來稍微一動螺旋的支點或梳形尺,使梳形尺和測微輪相一致。旋轉螺旋末端的鼓輪往往可以達到此目的;但是這項操作同時帶來了麻煩,就是要顧及螺旋誤差,因而不推薦。
在梳形尺的兩個齒間有一小孔。當測微輪的讀數正好在0.0,而雙絲穿過小孔時,我們稱這時雙絲的位置為開始位置或零位置。假如這時雙絲並不準確地穿過小孔,也不十分重要;因為小孔不過是用來標出螺旋的開始零周轉,至於雙絲的位置是這樣決定的,就是在這一周轉時,輪上的讀數必須為0.0,當螺旋的旋轉使它旋入到自己的螺旋帽內時,這種旋轉稱為正向旋轉;假定象通常的辦法把螺旋帽和蜘蛛框聯在一起,當螺旋正向旋轉時,蛛絲就移向測微輪的一面;盒內的彈簧便同時緊縮。通常,當螺旋正向旋轉時,通過指標的測微輪的分格標度是增加的。
螺旋的所有旋轉,都必須以正向旋轉來結束,就是旋入來結束,這時觀測者的手壓縮彈簧,把蛛絲放置到想放的地方。如果扭松螺旋,觀測者就可能使放鬆彈簧起作用;經驗證明,當把蛛絲對準線條是,輪上的讀數可能是由差別的,這要看最後的移動是旋入螺旋還是旋出螺旋;這種差異稱為螺旋的齒隙。由於旋入具有較大的決定性,為了統一起見,因此,所有螺旋的旋轉都應當用旋入來結束,以使不致產生齒隙誤差。
 測微顯微鏡 測微顯微鏡
測微顯微鏡 測微顯微鏡測微螺旋應當儘可能地精確。這就是說,當螺旋旋轉一周轉時,雙線的線位移應當在所有周轉都相同,而且當螺旋旋轉周轉時,雙絲的線位移應當正好等於螺旋旋轉一周轉時位移的。現代測微螺旋的製造技術,已經達到這種程度,幾乎經常可以把螺旋誤差略去,因為這些誤差比起觀測者使用儀器工作時所造成的不可避免的誤差要小很多。
