
主題內容與適用範圍
本標準規定了液體食品複合軟包裝材料的技術規範。
本標準適用於以原紙、高壓低密度聚乙烯、鋁箔等為原料經擠壓複合而成,專供瑞典利樂公司無菌灌裝機包裝液體食品之材料 。
引用標準
GB/T 2828逐批檢查計數抽樣程式及抽樣表(適用於連續批的檢查)
GBn 84食品包裝用聚乙烯製成品衛生標準
GBn 88食品包裝用聚乙烯樹脂衛生標準
產品分類
產品分A,B,C三等
產品型號
TBA-250型:利樂磚型包裝250mL
TSA-250型:利樂標準包裝250mL
產品符號解釋
TB-TETRABRICK 利樂磚型包裝
TS-TETRASTANDARD 利樂標準包裝
A-ACEPITIC 無菌,指用這種材料包裝的液體食品無需冷藏保鮮。
250-250mL 指包裝盒的包裝容量。
產品形式
為捲筒,其捲筒最大直徑為620mm,捲筒寬度TBA-250型214mm,TSA-250型為229mm
技術要求
液體食品複合軟包裝材料所需三大原材料應嚴格控制,可參考附錄A、附錄B和附錄C。
液體食品複合軟包裝材料技術指標必須符合表1規定。
 液體食品複合軟包裝材料
液體食品複合軟包裝材料 衛生要求:本產品要求無毒無害,內層聚乙烯的衛生要求必須符合GBn88和GBn84之規定。
外觀
印刷圖案清晰完整,無明顯變形、殘缺和錯印。
壓痕線平實,無破裂現象。
產品潔淨,捲筒端面整齊無毛邊
產品表面不許有孔洞、裂紋、氣泡及鋁箔和塑膠膜缺損等外觀紙病。
接頭要求
每卷產品接頭數不得超過3個,或按供貨契約執行。
每卷產品兩接頭之間的距離不得小於25m。
每卷產品的接頭與首尾之間的距離不得小於25m。
每卷產品的接頭處表面要貼有紅膠帶,並且在捲筒端面用箭頭表示出接頭位置。
試驗方法
套印偏差
光源:色溫5500K-6500K的D65標準光源。
工具:精度2mm的刻度放大鏡。
試驗步驟
在規定的光源下,測試樣任意兩色間的套印偏差,各測三點,分別取其平均值為套印偏差,精確到一位小數。
塑膠膜與鋁箔的粘結力
試驗儀器:粘結力測量儀。
試驗條件:捲曲輥轉運速度10cm/min,粘結力測量範圍為9.8N.
試樣處理
若塑膠膜為沙林樹脂將不做試樣處理,若為高壓低密度聚乙烯做如下處理,
將產品沿縱向截取25mm寬,300mm長的試樣三個。
將試樣放人(75士5)℃的水中浸20s,然後在冷水中冷卻5s,
試驗步驟
將試樣一頭剖離少許。使塑膠膜與鋁箱分離,將試樣剖開的一端固定在夾緊裝置上把分離開的塑膠膜送人儀器的捲曲輥壓緊。
啟動儀器進行檢測,待數據穩定後進行讀取,以三個試樣的平均值表示結果,精確到兩位小數。
塑膠膜與紙的粘結程度
從產品上切下25mm寬,300mm長的試樣三個,沿著新的切口將塑膠膜與紙分離。從這個鬆開的切口沿縱向將膜慢慢分離,分離塑膠膜的寬度應與窄條的寬度一樣。然後將窄條旋轉1800,在這方向上以同樣的方法分離,用塑膠膜粘起紙毛所占面積的百分比表示,以三個試樣的平均值表示結果,精確到整數位。
塑膠膜塗層定量偏差
試驗儀器:精度0.001g的天平,100cm2的圓刀,1:1甲苯與乙醉的混合液,恆溫水浴槽。
試驗條件:用恆溫水浴槽將甲苯與乙醇的混合液加熱到(60士5)℃。
試驗步驟
用圓刀在試樣上割取面積為100cm2的試樣三個。
將試樣放人甲苯與乙醇的混合液中浸泡10min。或先將內層塑膠膜分離掉,再將其餘部分放人甲苯與乙醇的混合液中。
取出試樣,將各層塑膠膜分離,不能帶紙毛和鋁箔,分別在天平稱重,將讀數乘以100即為塑膠膜的塗層定量,與規定值之差即為塑膠膜塗層定量偏差,以三個試樣的平均值表示結果,精確到一位小數。
壓痕線與印刷圖案套準偏差和分切位置及包裝盒寬度偏差
測量工具:精度lmm的捲尺和0.2mm的刻度放大鏡。
試驗步驟
取產品試樣三個,在有尺寸規定的部位測量其長度,與規定尺寸之差即為各自偏差,以三個試樣平均值表示結果,精確到一位小數。
檢驗規則
以一次交貨的數量為一批,但每批不能超過440卷。
液體食品複合軟包裝材料交收檢驗的單位為卷
交收檢驗抽樣檢查方案根據GB/T2828之規定進行。
交收試驗項目的分組檢查水平,抽樣檢查方案及合格質量水平(AQL)根據表2之規定。
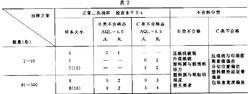 液體食品複合軟包裝材料
液體食品複合軟包裝材料 生產廠家應保證所生產的液體食品複合軟包裝材料符合本標準的要求,用戶對該批產品如有異議,應在到貨三個月內通知廠家共同復驗,如不符合本標準要求,則判為批不合格,由生產廠負責處理。
標誌、包裝、運翰、貯存
每卷產品貼有標籤一張,注有利樂公司商標、生產廠家名稱和地址、用戶名稱、產品型號、包裝盒數、卷號和訂單號。
每卷產品均用收縮膜進行包裝。
每一個拍子碼放20卷產品,碼放整齊後再用收縮膜進行大包裝。
產品要妥善保管,以防雨、雪、地面潮濕影響,不許與髒物及油、酸、鹼等物混放,以免污染,並嚴禁大型物品擠壓。
產品運輸時應使用有篷而潔淨的運輸工具。
搬運時嚴禁碰撞,不許將包裝從高處扔下或就地翻滾。
由於保管運輸不符合本標準規定,以至產品發生變質或產品質量下降,應由有關方負責。
附錄
附錄A如下圖所示。
 液體食品複合軟包裝材料
液體食品複合軟包裝材料  液體食品複合軟包裝材料
液體食品複合軟包裝材料  液體食品複合軟包裝材料
液體食品複合軟包裝材料 