
功能說明
液壓彎排機是母線折彎作業的工具.分為平彎和立彎兩種功能.選擇不同的動力來源,可形成手動形式或電動形式.
技術參數液壓彎排機之平立彎機系列-技術參數 品名 液壓彎排機 液壓彎排機 液壓彎排機 液壓彎排機 型號 SWP-10A DWP-10A SWP-12A DWP-12A 最大工作壓力 44Mpa 59Mpa 最大工作行程 250mm 320mm 彎排寬度 40、50、60、80、100mm 40、50、60、80、100、125mm 彎排厚度 4、5、6、8、10mm 4、5、6、8、10、12mm 彎排半徑 2.5倍排寬 彎排角度 90°≤ a ≤ 180°
結構分析
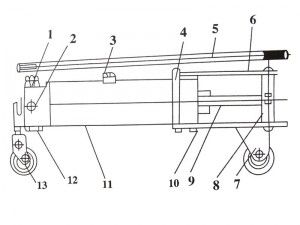 液壓彎排機結構圖
液壓彎排機結構圖說明:1-柱塞泵2-開關3-加油口4-鉸鏈5-手柄6-上翼板7-後輪8-輥柱9-上、下夾板10-下翼板11-油箱12-濾油器13-前輪
使用方法
1.將(件2)開關順時針方向擰緊。
2.擰松(件3)加油口中螺栓。
3.翻開(件6)上翼板,將(件9)上下夾板裝在作用桿頂部,然後將兩輥柱(件8)插入下翼板,將R模板裝進上、下夾板之間,現將銅鋁排放在R模板模頭之中,擰緊蝶形螺母,蓋上上翼板,且銅鋁排應放在兩輥柱相應的槽內。
4.先用大柱塞泵,掀動手柄(件5),使R模板與排接觸時,用小柱塞泵(件1)壓到所需角度。
5.彎好後,將(件2)開關逆時針擰松,作用桿自動復位。
6.翻開上翼板,將排取出。
7.在排立彎時,拉出鉸鏈銷,換上直角模和鉸鏈花板,即可彎曲。
備註:以上使用方法為整體式,分體式除了加壓和泄壓通過泵上面的開關控制外,其他操作方法都一樣。
注意事項
1.使用前首先檢查信箱內的油是否加滿,如不足應加滿。
2.擰松加油口上螺栓,以便通氣。
3.彎排前回油螺絲一定要關緊,否則壓力打不上。
4.不應在有酸鹼,腐蝕性的場所工作。
5.卸荷閥壓力出廠時已調好,用戶不要隨意調節。
6.彎排工作停止後,將放氣閥(件3)擰緊。
