流延聚丙烯薄膜(CPP)
定義
流延聚丙烯薄膜是採用流延工藝生產的聚丙烯薄膜。分類
可分為通用CPP(General CPP,簡稱GCPP)薄膜、鍍鋁級CPP(Metalize CPP,簡稱MCPP)薄膜和蒸煮級CPP(Retort CPP,簡稱RCPP)薄膜,透明度極好,厚度均勻,且縱橫向的性能均勻,一般用做複合薄膜的內層材料。普通CPP 薄膜的厚度一般在25~50μm 之間,與OPP複合後透明度較好,表面光亮,手感堅挺,一般的禮品包裝袋都採用此種材料。這種薄膜還具有良好的熱封性。蒸煮級CPP 薄膜的厚度一般在60~80 μ m 之間,能耐121℃、30 min的高溫蒸煮,耐油性、氣密性較好,且熱封強度較高,一般的肉類包裝內層均採用蒸煮級的CPP薄膜。特點
1.耐油脂性優良,耐化學藥品性好
2.有適中的輕度和優良的阻濕性
3.耐寒性差,耐熱性好
4.無毒、無臭、無味,衛 生性好
5.光澤性、透明性優良,比重是通用型樹脂中最輕的一種
6.具有良好的熱封性
發展歷程
起步
據業內人士介紹,在世界包裝材料市場上,流延膜的生產呈持續上升的態勢,流延膜行業正進入新一輪投資熱潮。我國流延薄 膜生產起步於上世紀80年代,隨著近20年來的不斷發展壯大,目前在包裝行業已成為具有相當生產能力和生產水平的朝陽產業。聚丙烯流延薄膜(CPP)是通過熔體流延驟冷生產的一種無拉伸、非定向的平擠薄膜。與吹膜相比,其特點是生產速度快,產量高,薄膜透明性、光澤性、厚度均勻性良好,各向性能平衡性優異。同時,由於是平擠薄膜,後續工序 如印刷、複合等極為方便,因而廣泛套用於紡織品、鮮花、食品、日用品的包
裝。
CPP的生產有單層流延和多層共擠流延兩種方式。單層薄膜主要要求材料低溫熱封性能和柔韌性好。多層共擠流延膜一般可分為熱封層、支撐層、電暈層三層,在材料的選擇上較單層膜寬,可單獨選擇滿足各個層面要求的物料,賦予薄膜以不同的功能和用途。其中熱封層團要進行熱封合加工,要求材料的熔點低,熱熔性要好,熱封溫度要寬,封口要容易;支撐層對薄膜起到支撐作用,增加薄膜的挺性;電暈層要進行印刷或金屬化處理,要求有適度的表面張力,對助劑的添加應有嚴格的限制。
CPP經印刷、制袋後可單獨用於食品、服裝、衛生紙巾、鮮花等的外包裝。除此之外,由於其優良的透明性、較低的熱封溫度,也可以作為各種複合膜的基膜使用,如與PET薄膜、BOPP薄膜等進行複合,用於包裝快餐類產品、茶葉等;與阻隔性樹脂EVOH、PA、PVDC等通過粘合劑複合,來包裝含油脂或湯汁類的食品。其他如高溫和中溫蒸煮膜、真空鍍鋁膜等也是其重要的套用領域。
隨著市場需求的不斷增加,流延膜的產品和所用材料也在日益更新。CPP的新產品開發主要集中在超低溫熱封膜、耐寒薄膜、高溫蒸煮膜等。一些特殊用途的薄膜也在開發套用之中,如抗靜電膜、農藥膜、高透明超柔軟膜等正逐漸推向市場,占領著新的套用領域。
發展
CPP生產規模和擠出設備的發展,使得原材料的使用量和可選擇的範圍日益加大,這使得流延用聚丙烯專用料朝著更為精細化、專用化和更高性能的方向發展。分工更為精細的各種專用料不斷湧現,每一種材料在不同的層面發揮各自的作用,賦予薄膜新的性能,來適應不同的市場需求。同時,針對用戶特殊要求而專門生產高性能原材料的情況也在出現,這樣做將給樹脂生產者帶來更大的利潤。目前專用料開發熱點在低溫熱封材料,工業化生產的丁烯/丙烯無規共聚物是市場新近推出的產品。該產品與常規乙/丙無規共聚物相比,在熱封溫度同為 100~112℃時,其熱封強度高得多,並較少出現起霜和發霧的現象。近幾年,隨著消費市場的加強,CPP的套用領域不斷擴大,其發展得以加速。到目前為止,全國現有CPP生產廠家30餘家,生產線40餘條,總生產能力15萬~17萬噸/年左右。然而,流延膜用專用料對進口料的依賴程度較BOPP膜、吹膜等嚴重。目前年進口量約占總使用量的60%。國內CPP專用料品種相對單一,只有上海石化股份公司和北京燕山石化公司生產,一般用於複合膜熱封層,半蒸煮膜、鍍鋁膜高溫蒸煮膜用樹脂等均較缺乏。同時,國內企業的產品雷同現象較為嚴重,同類低中檔產品的設備產能增加高於需求增加,市場相對疲軟,抑制了薄膜產量的擴大和價格的上揚。另外,近兩年,多層共擠吹膜市場正處於成長階段,部分品種的CPP薄膜受到其競爭與衝擊。
現在,CPP已成為包裝行業不可或缺的產品,生產廠家採用新設備和新材料不斷地擴大生產規模,提升生產效率,增加產品種類,擴展新的套用領域。可以預料,隨著我國經濟水平和消費水平的提高,其生產發展必將進一步擴大。同時,也應該看到流延膜還存在部分或全部依賴進口的局面,如何加快其國產化也是塑膠加工和樹脂生產行業需儘快解決的一大問題。
流延聚丙烯薄膜生產工藝
工藝特點
CPP 工藝一般採用T型模頭法,這種製法特點為:(1)平膜法省去管膜法的吹膜階段,容易開車,廢料少;
(2)平膜法生產時,PP分子排列有序,故有利於提高薄膜的透明性、光澤及厚薄均勻度,適合於高級包裝;
(3)平膜內設有特殊滯留槽,能與模隙成為一體,調整方便。
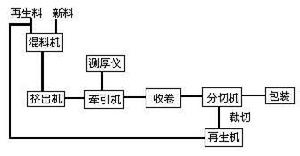
CPP薄膜生產工藝示意圖
CPP 膜生產工藝要點
T型機頭是生產關鍵設備之一,機頭設計應使物料沿整個機唇寬度均勻地流出,機頭內部流道內無滯留死角,並且使物料具有均勻的溫度,需考慮包括物料流變行為在內的多方面因素。要採用精密加工機頭,常用的是漸減歧管衣架式機頭。冷卻輥的表面應經過精加工,表面粗糙度不大於015 mm , 轉速應穩定,以免產生縱向的厚度波動。採用β射線或紅外測厚儀對薄膜厚度進行監測,以達到滿意的厚薄公差。要生產合格的CPP 薄膜,不僅要有好的原料,而且要掌握好加工工藝條件。
對薄膜性能影響最大的是溫度。樹脂溫度升高,膜的縱向(MD)拉伸強度增大,透明度增高,霧度逐漸下降,但膜的橫向( TD) 拉伸強度下降。比較適宜的溫度為230~250℃。冷卻輥上風刀使薄膜與冷卻輥表面形成一層薄薄的空氣層,使薄膜均勻冷卻,從而保持高速生產。風刀的調節必須適當,風量過大或角度不當都可能使膜的厚度不穩定或不貼輥,造成折皺或出現花紋影響外觀質量。
冷卻輥溫度升高,膜的挺度增加,霧度增大。
冷卻輥筒表面若有原料內部添加物析出,必須停機清理,以免影響薄膜外觀質量。CPP 薄膜比較柔軟, 收卷時必須根據膜的厚度、生產速度等因素調整好壓力和張力。否則會產生波紋影響平整性。張力選擇要根據產品的拉伸強度大小而定,通常收卷張力越大,卷取後的產品不易出現捲筒鬆弛和跑偏現象,但在開始卷取時易出現波紋,影響卷平整。反之,卷取張力小,開始效果好,但越卷越易出現膜鬆弛、跑偏現象。因此,張力大小應適中,並控制張力恆定。
