
注漿成型過程的階段
吸漿成坯階段
在這一階段,由於石膏模的吸水作用,先在靠近模型的工作面上形成一薄泥層,隨後泥層逐漸增厚達到所要求的坯體厚度。在此過程的開始階段,成型動力是模型的毛細管力作用,靠近模壁的水、溶於水的溶質質點及小於微米的坯料顆粒被吸入模內的毛細管中。由於水分被吸走,使泥漿顆粒相互靠近,依靠模型對顆粒、顆粒對顆粒的范德華吸附力而貼近模壁,形成最初的薄泥層。
另外,在澆注的最初階段,石膏模中的Ca 與泥漿中的Na 進行交換,也促進了泥漿凝固成泥層。在薄泥層形成後的成型過程中,成型動力除模型的毛細管力外,還有泥漿中的水通過薄泥層向模內擴散的作用。其擴散動力為泥層兩邊水分的濃度差和壓力差。此時泥層好像一個濾網。隨著泥層的增厚,水分擴散阻力逐漸增大。當泥層增厚到預定的坯厚時,即倒出余漿。
鞏固脫模階段
雛坯成型以後,並不能立即脫模,而必須在模內繼續放置,使坯體水分進一步降低。通常將這一過程稱作鞏固脫模階段。在這一過程中,由於模型繼續吸水及坯體表面水分蒸發,坯體水分不斷減少,並伴有一定的乾燥收縮。當水分降低到某一點時,坯體內水分減少的速度會急劇變小。此時由於坯體的收縮並且有了一定強度,便可進行脫模操作了。
注漿成型種類
空心注漿
空心注漿是將泥漿注入模型,待泥漿在模型中停留一段時間形成所需的注件後,倒出多餘的泥漿而形成空心注件的注漿方法。空心注漿利用石膏模型單面吸漿,所以也稱單面注漿。模型工作面的形狀決定坯件的外形,坯體厚度取決於泥漿在模型中的停留時間。一般適用於澆注壺、罐、瓶等空心器皿及藝術陶瓷製品。下圖為空心注漿花瓶的操作示意圖。
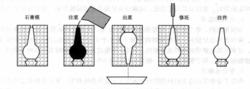 空心注漿花瓶的操作示意圖
空心注漿花瓶的操作示意圖空心注漿用的泥漿,其密度一般都比實心注漿時要小些,為1.65~1.8g/cm 。泥漿的穩定性要求高,含水率在31%~34%,觸變性不宜過高,細度較細,萬孔篩篩餘量為0.50~1%。在注漿操作時,首先應將模型工作面清掃乾淨,不得留有乾泥或灰塵。裝配好的模型如有較大縫隙,套用軟泥將合縫處的縫隙堵死,以免漏漿。模型的含水率應保持在5%左右。適當加熱模型可以加快水分的擴散,對吸漿有利,但有一個限度,否則適得其反。進漿時,澆注速度和泥漿壓力不宜過大,以免注件表面產生缺陷,並應使模型中的空氣隨泥漿的注入而排走,適合脫模的坯體含水率由實際情況來定,一般在18%左右。
實心注漿
實心注漿是泥漿注入兩石膏模面之間(模型與模芯)的空穴中,泥漿被模型與模芯的工作面吸水,由於泥漿中水分不斷被吸收而形成坯泥,注入的泥漿面就會不斷下降,因此注漿時必須陸續補充泥漿,直到空穴中的泥漿全部變為坯件為止。顯然坯體厚度由模型與模芯之間的距離來決定,因此,它沒有多餘的余漿被倒出,如下圖所示。
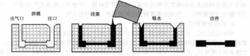 實心注漿示意圖
實心注漿示意圖實心注漿所用的泥漿相對密度較高,觸變性較大,細度可稍粗,萬孔篩篩餘量1%~2%,與空心注漿所用泥漿的具體性能比較見下圖。
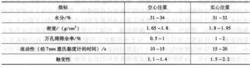 性能比較
性能比較實心注漿可以縮短坯體的形成過程,製品的壁厚也可以得到控制,更可以製造兩面有花紋及尺寸大而外形比較複雜的製品。但是,實心注漿的模型比較複雜,而且與空心注漿一樣,注件的均勻性並不理想,遠離模面處緻密度小。實心注漿操作時,為了得到緻密的坯體,當泥漿注入模型後,必須振盪幾下,使泥漿填充模型空穴各處,同時也有利於氣泡的逸出。另外,必須預留排出空氣的通路。
影響注漿成型過程因素
1、泥漿顆粒度
注漿漿料的固體顆粒度對成型性能影響較大,應根據不同的製品、不同的操作方法和不同的配料而異。對於大而厚的製品,要求漿料的顆粒較粗。這是因為顆粒過細時脫水的初期進行得特別迅速,在吸力的作用下最接近模腔壁的一層注件變得十分密實而難透過水分,隨之會出現注成速度很慢和不易達到所要求的注件厚度,同時乾燥時水分不易透過外層排出,使最外一層逐漸乾燥而收縮。再加上注件內外層密實度的差異和含水量的差異,注件易發生變形和開裂。
對於小而薄的日用瓷製品,要求漿料的顆粒度要小,以利於獲得均勻緻密的注件。對於注漿用的漿料,除了要考慮顆粒的粗細,有時還應考慮顆粒的分布,因為顆粒的分散度影響著漿料的黏度和觸變性。
2、分散介質
製備漿料所使用的分散介質一般應以經濟、不腐蝕原料和石膏模、穩定、揮發性小、黏度低、有溶解電解質能力的介質為最好。最常使用的分散介質為水,但水的性質同樣會影響漿料的穩定性,所以必須經常分析和注意水質的變化,必要時在使用前應經過處理。如水中含有硫酸鹽或其他可溶性鹽類,會給漿料帶來顯著的不良影響。一般要求可溶性鹽類的含量越少越好,水的硬度越低越好。如果條件允許,在生產中可以採用蒸餾水或煮沸的水(已排除空氣和除去部分可溶性鹽類)來配製漿料,這樣既可以降低漿料蓋中水的含量和電解質的加入量以及穩定漿料的質量,還有助於提高注件的強度。
漿料含水量的控制以獲得所需要的流動性為準,而且通過加入適當的稀釋劑給以調節。一般含水量在30%~35%。生產中習慣用漿料的密度來控制含水量,傳統陶瓷泥漿的密度大約為1.7g/cm 。採用能起水化作用的原料時,如MgO或CaO進行注漿,套用無水酒精作為分散介質。熱壓注成型的漿料常採用石蠟作為分散介質。鎂橄欖石泥料和堇青石泥料則用Mg(OH)和不含CO的水作為分散介質。
3、泥漿的密度
密度的變化對流動性有較大的影響,漿料的密度越大,含水量就越小,則流動性越差。實際生產中,為了提高石膏模的利用率,希望漿料中含水量少一點為好,但必須保證漿料有良好的流動性和符合要求的黏度。同時,漿料含水量少還可縮短注漿時間和乾燥時間。
此外,對於不同種類的注漿方式,如空心注漿和實心注漿,泥漿的密度也有一定差別,要根據實際情況進行調節。
