
概念
注漿成型是陶瓷工藝雕塑廣泛使用的一種成型方法。它有很多優點,主要是:能使陶瓷工藝雕塑品的坯眙造型比較規整,同時能較純正地保持陶瓷雕塑造型的原樣;雕塑眙壁輕薄而均勻,持拿移動輕便省力;成型操作技術較易掌握,有利於批量複製;成形周期較短,原材料消耗較少,成本較低。但也有不利之點,如胎壁質松易碎,不易成型較大體和造型變化過於複雜的雕塑整體造型;模具要求精度較高、翻制較繁等。不過,這種成型方法不僅以其多種優點而為陶瓷工藝雕塑生產所普遍採用,尤以其有利“保持原樣”這一點而為陶瓷工藝雕塑生產企業所看重。
原理
一般的注漿成型是基於多孔石膏模吸收水分的特性,其注漿過程基本上可分為三個階段。
從泥漿注入石膏模後模壁吸水開始到形成薄泥層為第一階段。此階段的成型力為石膏模的毛細管力,即在石膏模毛細管力的作用下開始吸收泥漿中的水,使靠近模壁的泥漿中的水、溶於水中的溶質及小於微米級的坯料顆粒被吸人石膏模的毛細管中。由於水分被吸走,泥漿中的顆粒互相靠近,形成最初的薄壁層。
薄壁層形成後,泥層逐漸增厚直到形成注件為第二階段。在此階段中,石膏模的毛細管力仍繼續吸水,薄壁層繼續脫水。同時,泥漿內水分向薄壁層擴散,通過泥層被吸入石膏模的毛細孔中,其擴散動力為水分的濃度差和壓力差。此時泥層就像濾網,隨著泥層逐漸增厚,水分擴散的阻力也逐漸增大。當泥層增厚到所要求的注件厚度時,將余漿倒出,形成了雛坯。
從雛坯形成到脫模為收縮脫模階段,即第三階段。由於石膏模繼續吸水和雛坯表面水分開始蒸發,雛坯開始收縮,脫離模型形成生坯,當坯體具有一定強度後即可脫模。
在生產中一般要求注漿成型的時間儘可能短些。從注漿過程可知,成坯時間的長短與泥層的形成速度有關。從實驗中得知,坯體泥層形成的厚度與成型時間的平方根成比例。泥層的形成速度主要取決於泥漿中的水在泥層中的滲濾速度,而影響滲濾速度的因素又很多。從注漿過程的機理來分析,影響滲濾速度的因素有:泥層兩面的壓力差、泥層的孔隙率和孑L隙的形狀、泥料顆粒的比表面積大小、水的黏度、相對密度和泥層的厚度等,其中泥層兩面的壓力差主要取決於模型的毛細管力(即吸水能力)和泥漿的壓力。泥層的孔隙率、孔隙形狀、泥層顆粒的比表面積大小等則取決於泥漿的組成、顆粒大小、級配和解膠劑。為此,要改變注漿的成型時間(及泥層的形成速度)可從下列幾方面來調節:
降低泥層的阻力
泥層的阻力取決於其結構,由泥漿的組成、濃度、添加物的種類等因素所決定。
泥層中塑性料含量多,固體顆粒細,易形成較緻密的坯體,其滲透性差,使注漿速率降低。因此,若要加快吸漿速度,可適當減少塑性原料的用量,泥漿顆粒可稍粗些,這對大件產品的注漿成型尤為重要。
在保證泥漿具有一定流動性的前提下,減少泥漿中的水分,增加其相對密度,可提高吸漿速度。但由於泥漿濃度增加必然使其流動性降低,這就要求選用高效解凝劑。
提高吸漿過程的推動力
吸漿過程的推動力,主要是指石膏模的毛細管力,而石膏模的毛細管力的大小又與石膏模的滲透率有關。在製造石膏模時,當水膏比為78:100時可製得具有最大毛細管力的石膏模。當然,製造石膏模時的其他工藝條件也會影響石膏模的毛細管力的大小。
為提高吸漿過程的推動力,還可採用增大泥漿與模型之間壓力差的方法來達到。這就是生產中常採用的壓力注漿、真空注漿和離心注漿等方法。
提高泥漿與模型的溫度
因為水的黏度隨溫度升高而下降,泥漿黏度也因而降低,流動性增大。實驗證明,若泥漿溫度為35~40℃及模型溫度為35℃左右時,則吸漿時間可縮短一半,脫模時間亦會相應縮短。
步驟
 注漿成型
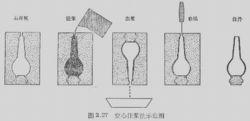
注漿成型其完成過程可分為三個階段:
1. 泥漿注入模具後,在石膏模毛細管力的作用下吸收泥漿中的水,靠近模壁的泥漿中的水分首先被吸收,泥漿中的顆粒開始靠近,形成最初的薄泥層。2. 水分進一步被吸收,其擴散動力為水分的壓力差和濃度差,薄泥層逐漸變厚,泥層內部水分向外部擴散,當泥層厚度達到注件厚度時,就形成雛坯。3. 石膏模繼續吸收水分,雛坯開始收縮,表面的水分開始蒸發,待雛坯乾燥形成具有一定強度的生坯後,脫模即完成注漿成型。
特點
注漿成型的特點:優點:(1)適用性強,不需複雜的機械設備,只要簡單的石膏模就可成型;(2)能制出任意複雜外形和大型薄壁注件;(3)成型技術容易掌握,生產成本低。(4)坯體結構均勻。
缺點:(1)勞動強度大,操作工序多,生產效率低;(2)生產周期長,石膏模占用場地面積大;(3)注件含水量高,密度小,收縮大,燒成時容易變形。(4)模具損耗大。(5)不適合連續化、自動化、機械化生產。
常用方法
常規注漿成型方法:
單面注漿:泥漿與模型的接觸只有一面,稱為單面注漿。
雙面注漿:泥漿與模型和模芯的工作面兩面接觸,雙面吸水,稱為雙面注漿。
 注漿成型
注漿成型改進的注漿成型方法:
1. 壓力注漿。對於大型的製品來說,因為製品較大,注漿時間就必然很長,又因為注件壁厚,當石膏模吸水能力不夠時,就不易乾涸,多餘泥漿倒出後,有時注件內壁還很潮濕,注件容易損壞。為了加速水分擴散,加快吸漿速度,提高注件的緻密度,縮短注漿時間, 並避免大型或異型注件發生缺料現象,必須在壓力下將泥漿注入石膏模。一般加壓方法是將注漿斗提高,加大注漿壓力,或用壓縮空氣將泥漿壓入模型。
2. 真空注漿。泥漿中一般都含有少量空氣,這些空氣會影響注件的緻密度和製品的性能(如機械強度,電性能等)。對質量要求高的製品來說,泥漿要用真空處理來排除所含的空氣,有時也可將石膏模置於真空室內澆注,這些方法都叫做真空注漿,可加速坯體形成,提高坯體緻密度和強度。
3. 離心注漿。為提高注件的緻密度,去除泥漿中的空氣。使模子作旋轉運動,泥漿注入型腔後,由於離心力的作用,能形成很緻密的乾涸層,對於泥漿中含有的氣泡,因其較輕,當模子旋轉時多集中於中心,而後破裂掉。石膏模放在離心機的底座上,在石膏模和底座之間襯一層塑膠布,不使泥漿漏掉,塑膠布下面再墊一層布。底座中間有一個凹洞,是為了在澆注完畢後把多餘泥漿勺出。可加快吸漿速度,避免泥漿沉澱。
注漿成型的套用:注漿成型是一種古老和傳統的陶瓷成型方法,套用極為廣泛。凡是形狀複雜、不規則的、壁薄的、體積大且尺寸要求不嚴的器物都可以用注漿法成型。包括一般日用陶瓷類的花瓶、湯碗、菜盤、茶壺,衛生潔具類的坐便器、洗面盆,各種形狀的工藝瓷器,還有相當一部分工業陶瓷、特種陶瓷產品等。
