
簡介
注射發泡成型方法,是在聚苯乙烯樹脂、丙烯腈-苯乙烯樹脂、丙烯腈-丁二烯-苯乙烯樹脂、聚乙烯樹脂、聚丙烯樹脂等中,添加偶氮二異丁腈、氮等不活性氣體,以及丙烷、丁烷等作為發泡劑,加入到成型材料中,成型材料通過注射成型機的加熱料筒熔融,注入到模具內,得到發泡製品。注射發泡成型與一般注射成型方法不同,它是通過壓力控制,使加熱料筒中的成型材料不發泡,加熱料筒中的熔融成型材料,向常壓狀態下的模具中注射,注射出的發泡成型材料,通過自身發泡的膨脹力,充滿模具型腔,得到發泡成型製品。因此,注射發泡成型對模具不需要大的注射壓力,不需要非常堅固的模具。
特點
注射發泡成型的特點如下:
①成型製品的密度為0.2~1.g.cm ;
②可生產厚壁製品;
③能夠得到高密度表層和低
密度芯部的發泡製品;
④可製作製品表面呈木紋狀、大理石狀花紋的發泡製品;
⑤比木材吸水率小;
⑥製品質輕,價格低廉;
⑦能夠製成各種顏色的製品。
注射發泡成型,主要生產家具類、日用雜品類、工業零部件等。
分類
1、低壓法
低壓法是在模具型腔中注入型腔容量60%~80%含有發泡劑的塑膠熔體,由其膨脹充滿型腔,冷卻定型而製得發泡製品。該過程中模具一直處於較低壓力(一般為1.4MPa~4MPa)狀態,故稱低壓法。此種成型工藝的典型方法有美國碳化物公司的UCC法德國的TSG法和日本的SSF法及其他改進的方法。
2、高壓法
為克服低壓發泡成型的缺點而發展了高壓法。高壓法的原理是讓熔體充滿模腔,待其形成不發泡皮層後,迅速增大模腔容積或抽出型腔中的部分熔體,從而建立發泡條件使芯部仍處於高溫的熔體實現發泡,冷卻定型後製得表面光潔的結構泡沫製品。由於注射充模時,熔體所受的壓力比低壓法高得多(約IOOMPa),故稱為高壓法。
工藝設備
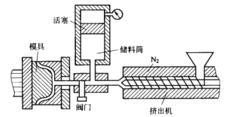
注射發泡成型工藝主要設備是注塑機,由塑化注射裝置、鎖模裝置和傳動裝置等部分組成。下圖示出的是直接將N注入塑化料筒的低壓法(模腔壓力較低)注射發泡成型裝置。
 低壓法
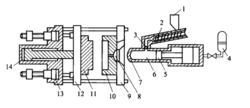
低壓法下圖為高壓(模腔壓力較高)注射發泡成型裝置。
 高壓法
高壓法注射發泡工藝主要是根據原料性能、成型設備結構和製品的使用要求來確定工藝條件,工藝過程包括原料配製、餵料、加熱塑化、計量、閉模、注射、發泡、冷卻定型、開模頂出製品及後處理等步驟。
工藝原理
聚合物及各種助劑(含化學發泡劑)混合均勻後加入注射機的塑化料筒,加熱塑化並進一步混合均勻。若用物理髮泡劑,則發泡劑直接注入塑化段末混合均勻。然後高壓高速注入模腔。塑膠熔體進入模腔後因突然降壓,使熔體中形成大量過飽和氣體而離析出來,形成大量氣泡。泡體在模腔中膨脹並冷卻定型,最後打開模腔即可取出泡沫製品。
主要工藝參數
(1)壓力:包括注射壓力、背壓和模腔壓力。
(2)溫度:包括料筒溫度和模具溫度。
(3)注射速度:應全速注射,一般控制在零點幾秒。
