合模系統的基本參數
(1)合模力:注射機的合模機構施與模具上的最大加緊力。
(2)合模裝置的基本尺寸:模板尺寸、拉桿間距、模板間最大開距、動模板的行程、模具最大厚度與最小厚度等。
模板尺寸決定模具的長度和寬度 。
拉桿內側尺寸:水平方向和垂直方向上拉桿之間的距離乘積 。
模板間最大開距:定模板與動模板之間能達到的最大距離(包括調模行程在內)。
動模板行程:動模板指動模板移動的最大距離 。
模具最小厚度 δ與最大厚度 δ :動模板閉合後,達到規定合模力時動模板和定模板間的最小和最大距離。
(3)開合模速度:反應注塑機工作效率的參數
合模裝置類型
合模裝置的種類較多,若按實現鎖模力的方式分,則有機械式、液壓式和液壓 - 機械組合式三大類。機械式由於噪音大、精度差,目前很少使用。
一、機械式合模系統裝置
 液壓式合模系統裝置
液壓式合模系統裝置指合模力由電機提供動力的合模裝置。可分為2種。(1)齒輪—曲肘式,它帶有圓柱長輪箱的開式齒輪傳動機構,合模裝置的動力由普通電機提供,開合模機構採用曲肘式。(2)齒輪—螺旋式,它的傳動機構是齒帶螺旋複合傳動,開合模機構也是曲肘式。工作時,由伺服電機直接驅動,通過撓性齒帶和齒輪使螺旋轉動,並使十字頭上的螺母沿螺旋軸向移動,再推動曲肘連桿機構及動模板作啟閉模運動產生合模力。
二、液壓式合模系統裝置
是指合模系統是依靠液體的壓力實現模具的啟閉和鎖緊作用的。可分為四種。
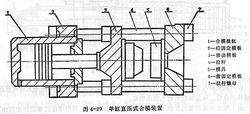
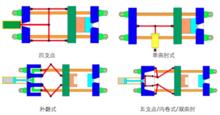
(1)單缸直壓式合模系統。其模具的啟閉、合模力的產生都在一個油缸的作用下完成的,這是最簡單的合模裝置。
(2)增壓式合模裝置。由合模油缸、增壓油缸兩個油缸組成。
(3)充液式合模裝置。大直徑合模油缸和小直徑移模油缸組成。
(4)特殊液壓式。在移模速度和合模力上滿足特定要求(特別是大型注塑機),多採用二次動作穩壓式合模裝置。
三、液壓-機械式合模系統
 液壓-機械式合模系統
液壓-機械式合模系統利用連桿機構或曲肘撐板機構,在油壓作用下,使合模系統產生內應力,實現對模具的鎖緊。
(1)液壓---單曲肘合模裝置
(2)液壓---雙曲肘合模裝置
四、頂出裝置
頂出裝置是為頂出模內製品而設的,各種合模裝置均設有頂出裝置,是注塑機不可缺少的組成部分。 對頂出裝置的要求如下:
(1)具有足夠的頂出力和可控的頂出次數、速度;
(2)具有足夠的頂出行程和行程限位調節;
(3)頂出力應均勻且便於調節,工作安全可靠;
(4)操作方便。
頂出裝置可分為機械頂出、液壓頂出、氣動頂出、電動頂出四種。
(1)機械頂出。頂桿固定在後模板上,本身不移動,開模時動模板後退,頂出桿穿過移動模板上的孔,與動模板形成相對運動,將製品頂出。
(2)液壓頂出。頂出力、速度和時間都可通過頂出油缸根據需要調節。
(3)氣動頂出。利用壓縮空氣通過模具上的微孔,直接把製品從型腔內吹出 。
(4)電動頂出。使用伺服電機代替頂出油缸,產生動力,頂出產品 。
