
簡介
管件也是一類箱體類零件,三通、堵頭、承接管等的液態模鍛在前面都可以找到類似零件做參考,但彎頭的液態模鍛有其特殊性。
波導彎頭是微波組件中不可缺少的重要零件。形狀不甚複雜,但尺寸精度要求非常高,而且具有曲面內腔。下圖所示的波導彎頭內部尺寸偏差要求為±0.03mm~±0.05mm。最小壁厚僅為1mm,最大壁厚也只有1.5mm。其內部形狀主要是考慮減少電磁波通過時的能量損失。
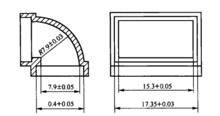 波導彎頭
波導彎頭技術要求
對波導彎頭的技術要求為:①內表面不能有麻點和針孔;②承受3atm;③零件內型腔圓角半徑小於等於0.4m;④焊接性能好;⑤為標準件,需要保證零件批量生產的一致性。
工藝流程
彎頭是用於管道轉彎處的一種管件。在管道系統所使用的全部管件中,所占比例最大,約為80%。通常,對不同材料或壁厚的彎頭選擇不同的成形工藝。目前,製造廠常用的無縫彎頭成形工藝有熱推、衝壓、擠壓等。
熱推成形
熱推彎頭成形工藝是採用專用彎頭推制機、芯模和加熱裝置,使套在模具上的坯料在推制機的推動下向前運動,在運動中被加熱、擴徑並彎曲成形的過程。熱推彎頭的變形特點是根據金屬材料塑性變形前後體積不變的規律確定管坯直徑,所採用的管坯直徑小於彎頭直徑,通過芯模控制坯料的變形過程,使內弧處被壓縮的金屬流動,補償到因擴徑而減薄的其它部位,從而得到壁厚均勻的彎頭。
熱推彎頭成形工藝具有外形美觀、壁厚均勻和連續作業,適於大批量生產的特點,因而成為碳鋼、合金鋼彎頭的主要成形方法,並也套用在某些規格的不鏽鋼彎頭的成形中。成形過程的加熱方式有中頻或高頻感應加熱(加熱圈可為多圈或單圈)、火焰加熱和反射爐加熱,採用何種加熱方式視成形產品要求和能源情況決定。
衝壓成形
衝壓成形彎頭是最早套用於批量生產無縫彎頭的成形工藝,目前,在常用規格的彎頭生產中已被熱推法或其它成形工藝所替代,但在某些規格的彎頭中因生產數量少、壁厚過厚或過薄。產品有特殊要求時仍在使用。彎頭的衝壓成形採用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓製成形。在衝壓前,管坯擺放在下模上,將內芯及端模裝入管坯,上模向下運動開始壓制,通過外模的約束和內模的支撐作用使彎頭成形。與熱推工藝相比,衝壓成形的外觀質量不如前者;衝壓彎頭在成形時外弧處於拉伸狀態,沒有其它部位多餘的金屬進行補償,所以外弧處的壁厚約減薄10%左右。但由於適用於單件生產和低成本的特點,故衝壓彎頭工藝多用於小批量、厚壁彎頭的製造。
其它的成形方法
除上述三種常用的成形工藝以外,無縫彎頭成形還有採用將管坯擠壓到外模後,再通過管坯內通球整形的成形工藝。但這種工藝相對複雜、操作麻煩,且成形質量不如前述工藝,故較少採用。
工藝參數要求
液態模鍛波導彎頭需要滿足成型、內部組織、尺寸精度、表面質量以及焊接等要求。根據液態模鍛的特點,只要滿足了成型的要求,就能夠滿足其他四個要求。因此合理地選擇和控制工藝參數是非常重要的。同其他液態模鍛工藝方法一樣,波導彎頭液態模鍛工藝必須考慮澆注溫度、模具溫度、加壓開始時間、比壓、澆人量以及潤滑劑等工藝參數的影響。
(1)澆注溫度
因波導彎頭壁厚只有1mm~1.5mm,為了使液態金屬充滿型腔,應適當地提高澆注溫度。但是澆注溫度過高,會引起合金氧化、含氣量增高,甚至產生裂紋。因此澆注溫度應以700℃~730℃為宜。
(2)模具溫度
模具溫度對於薄壁箱體類零件的液鍛順利成型影響非常大,從金屬充填型的角度出發,模具溫度應為300℃~400℃,而從保證製件的表面質量和模具壽命的角度來看,模具溫度應為200℃~300℃,兩者兼顧,以300℃為宜。
(3)加壓開始時間
對於薄壁件來說,應該儘可能縮短加壓開始時間,但加壓開始時間受到設備空行速度的限制。根據試驗結果,加壓開始時間必須小於等於10s。
(4)比壓
比壓是液態模鍛工藝的重要工藝參數之一,必須給予足夠重視。由於波導彎頭液態模鍛是間接施壓,必須取較高的比壓值,一般要求大於1MPa,否則難以獲得滿足要求的波導彎頭。
