5.1 焊前準備
首先對焊接材料表面進行清洗,確保表面清潔,無鏽蝕;其次檢查電極頭,表面保持清潔,無嚴重磨損。焊接時要通惰性氣體進行保護。
5.2 焊接工藝
5.2.1 電極
電極的形狀和材料對熔核的形成有顯著影響。對於鎢、鉬絲焊接,由於其電阻率小、熱導率大,因此可選用上下電極的材料為鎢,電極形狀為直徑為3mm的平電極。用鎢製作電極是利用了它的熔點、硬度高、良好的抗黏附性及電導率高等特點,使電極熱量的產生和散失能滿足要求。採用平電極增大接觸面積,減小電流密度,散熱快,提高電極壽命。但電流密度減小可能造成接頭強度下降,可以採用通大電流的方法解決。
鎢、鉬材料點焊時電極磨損速度快,有時焊縫容易被電極污染,應加速電極的冷卻和縮短電極的清理周期。

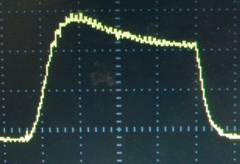 焊接實測電流波形
焊接實測電流波形6 結論
廣州市精源電子的精密逆變點焊機在鎢絲與鉬絲(桿)的焊接中較其他焊機有明顯的優勢,其精確的能量控制、參數的智慧型控制和直流脈衝輸出,使其能夠解決一些其他焊機不能解決的問題,並保證優良的焊接質量。
