
新型
氣焊又叫風焊。PMA等離子釺焊機,完全代替傳統釺焊設備,新一代無需氧氣、乙炔、液化氣、酒精、汽油可燃氣體的釺焊設備。採用IGBT逆變控制原理,焊接時,火焰非常穩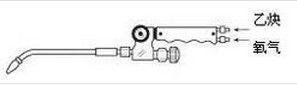 氣焊
氣焊離子釺焊機優勢非常明顯。焊接過程中,可直接使用氣體助焊劑代替傳統的手工添加硼砂,提高釺焊的濕潤性和流動性,以便減少氣孔的的生成。提高焊縫抗拉強度,焊接過程中表面沒有氧化現象,不發黑。不需要進行酸洗,大大提高了焊接效率。
 氣焊
氣焊優點
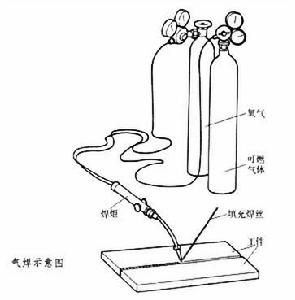
1、設備簡單、費用低、移動方便、使用靈活。
 氣焊
氣焊2、通用性強,對鑄鐵及某些有色金屬的焊接有較好的適應性。
3、由於無需電源,因而在無電源場合和野外工作時有實用價值。
缺點
1、生產效率較低。氣焊火焰溫度低,加熱速度慢。
2、焊接後工件變形和熱影響區較大,加熱區域寬,焊接熱影響區寬,焊接變形大。
3、焊接過程中,熔化金屬受到的保護差,焊接質量不易保證
4、較難實現自動化。
器材
1、氣焊絲氣焊時,焊絲不斷地送入熔池內,並與熔化的基本金屬熔合形成焊縫。焊縫的質量在很大程度上與氣焊絲的化學成分和質量有關。
常用氣焊絲的型號和用途如下:
1)結構鋼焊絲一般低碳鋼焊件採用的焊絲有H08A;重要的低碳鋼焊件用H08Mn和H08MnA;中強度焊件用H15A;強度較高的焊件用H15Mn。
焊接強度等級為300~350MPa的普通碳素鋼時,採用H08A、H08Mn和H08MnA等焊絲。
焊接優質碳素鋼和低合金結構鋼時,可採用碳素結構鋼焊絲或合金結構鋼焊絲,如H08Mn、H08MnA、H10Mn2以及H10Mn2MoA等。
 氣焊
氣焊2)鑄鐵用焊絲鑄鐵焊絲分為灰鑄鐵焊絲和合金鑄鐵焊絲,其型號、化學成分可參見相關國家標準。
2、氣焊熔劑
1)氣焊熔劑的作用氣焊過程中,被加熱的熔化金屬極易與周圍空氣中的氧或火焰中的氧化合生成氧化物,使焊縫中產生氣孔和夾渣等缺陷。為了防止金屬的氧化及消除已經形成的氧化物,在焊接有色金屬、鑄鐵以及不鏽鋼等材料時必須採用氣焊熔劑。
2)常用氣焊熔劑及選用氣焊熔劑應根據母材金屬在氣焊過程中所產生的氧化物的種類來選用。所選用的熔劑應能中和或溶解這些氧化物。
