主要部件
進給箱(Feedbox) 它固定在床身的左前側。進給箱主要是進給運動傳動鏈中的傳動比變換裝置,它的功用是改變被加工螺紋的螺距或機動進給的進給量。
溜板箱(Apron) 它固定在刀架部件的底部,可帶動刀架一起作縱向運動。溜板箱的功用就是把進給箱傳來的運動傳遞給刀架,使刀架實現縱向進給、橫向進給、快速移動或車螺紋。在溜板箱上裝有各種操縱手柄及按鈕,工作時工人可以方便地操作工具機。
床身(Bed) 床身固定在左床腿和右床腿上,床身是車床的基本支承件,在床身上安裝著車床的各個主要部件。床身的功用是支承各主要部件並使它們在工作時保持準確的位置。
刀架部件(Tool slide) 它裝在床身的刀架導軌上,並可沿此導軌縱向移動。刀架部件由幾層刀架組成,刀架部件的功用是裝夾車刀、並使車刀作縱向、橫向或者斜向運動。
尾架(Tailstock) 它裝在床身的尾架導軌上,並可沿此導軌縱向調整位置。尾架的功用是用後頂尖支承工作。在尾架上還可以安裝鑽頭等孔加工刀具,以進行孔加工。
橫向進給機構常見改進方案及其存在的問題
針對普通車床橫向進給機構的進給精度問題,國內外專家多採用以下三種解決方案。
(1) 在中修或項修過程中,更換新的橫向進給絲母。必要時將橫向進給絲槓進行修復,然後再配作絲母。這種辦法並沒有從根本上解決橫向定位精度問題。工具機只是在修復後最初階段能夠保障橫向進給精度,數月後就又進入反覆調整階段,而且加大了維修成本。
(2) 有的專家試圖用改進橫向進給絲槓支承結構或減小絲槓變形的方法來解決問題。這種方案僅提高了絲槓的剛度,雖然能夠間接地減緩絲槓、絲母的磨損,但仍舊沒有從實質上解決問題。這各辦法的根本缺點是改造的成本和維修費用很大。
(3) 八十年代中期,隨著電子技術的進步與發展,國內外的專家們紛紛採用數控或數顯技術對工具機進行改造。採用數控技術改善工具機進給機構精度,尤其是採用閉環控制,很好地解決了進給精度問題。但是這種方案成本太高,企業無法承受,不符合中國現有的國情,所以一直進展很慢。採用數顯技術改善工具機進給精度的實例在國內比較多。雖然這種方案比數控技術改造投資小,但考慮到投資收益比,也不適合於普通車床這類造價較低的設備改造,一般企業僅把這項技術套用於精、大、稀設備的改造上。最常見的是造價幾十萬元的鏜銑床改造。
普通車床橫向進給機構系統的介紹
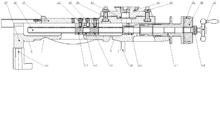
普通車床的橫向進給機構系統主要是指刀架部分在電機及變速操縱機構的作用下通過絲槓傳遞的進給運動,並完成切削的作用。下面就介紹一下刀架部分的各個結構。
刀架部件由床鞍、橫刀架、轉盤、小刀架及方刀架等五部分組成。
床鞍29(大刀架、溜板,見圖2.1)裝在床身的刀架導軌A和B上,它可沿著床身導軌縱向移動。A為棱形導軌,它的形狀相當於等腰三角形的兩邊,兩邊的夾角是90度。B為平行導軌。為了防止由於切削力的作用而使刀架部件翻倒(顛覆),在床鞍的前後側裝有前壓板和後壓板,壓板與床身下導軌間的間隙應小於0.04毫米,壓板磨損後間隙可以調整。床鞍成工字型,在其導軌的端面裝有用細毛氈製成的刮板,它用鋼板及螺釘固定在床鞍的端面,當床鞍運動時,刮板將落在床身導軌表面上的切屑、灰塵等雜物掛掉,不使雜物侵入導軌表面之間,以減少導軌的磨損。
橫刀架(橫滑板、下刀架)31可沿著床鞍29上部的燕尾導軌作橫向運動。橫刀架是由橫進給絲槓30傳動的。為了能調整間隙,螺母是由39和41兩部分組成的。如螺母磨損後間隙過大,可按照下述方法調整:首先鬆開螺母41和螺釘32,然後擰動螺釘33,將楔形塊40向上拉,這時左螺母41被向左移,使螺母與絲槓間的間隙減小,間隙調整妥當後,用螺釘32將左螺母41固緊。橫刀架燕尾導軌的間隙由鑲條(斜鐵、楔鐵)調整。擰動鑲條前後端的調整螺釘,就可調整鑲條在橫刀架內的位置,從而實現調整間隙。橫刀架刻度盤每轉一轉的橫向的移動量為5毫米。刻度盤共分100格,每格的橫向移動量為0.05毫米。
轉盤43裝在橫刀架31的上平面上。它下部的定心圓柱面(止口)H裝在橫刀架31的孔H中,轉盤43及小刀架1可以在橫刀架上迴轉至一定的角度位置。轉盤可調整的最大角度是±90度。轉盤的位置調整妥當後,須擰緊螺母45,螺母將T型螺釘34拉緊,使轉盤緊固在橫刀架上。
小刀架(上刀架)1裝在轉盤43的燕尾導軌上,當轉盤調整至一定的角度位置後,用手移動小刀架,可以車削較短的圓錐面。小刀架的手把軸上也有刻度盤。刻度盤每轉過1轉,小刀架的移動量為5毫米。刻度盤共分50格,每格的移動量為0.1毫米。小刀架導軌的間隙是由鑲條44來調整的。
方刀架(方刀座)裝在小刀架1的上面。在方刀架的四側可以夾持4把車刀(或4組刀具)。方刀架體6可以轉動四個位置(間隔90度),使所裝的四把車刀輪流地參加切削。方刀架轉位過程中的轉位、定位及夾緊的工作原理為:需要轉位時,首先按逆時針方向轉動手柄12,於是手柄與軸28之間螺紋使手柄向上移動,將方刀架6鬆開,同時,手柄12通過銷13帶動套14轉動,套14中有花鍵孔與套15的花鍵相配合,套15的下端有單向傾斜的端面齒(可與端面凸輪8的齒相嚙合),套15的上部作用有壓縮彈簧,因此,套14便通過套30的端面齒帶動端面凸輪8向逆時針方向轉動。當8轉到定位銷19的“T”形尾部下面時,端面凸輪8上部的斜面將定位錐銷19從定位孔中拔出。手柄12繼續(逆時針方向)轉動,當端面凸輪8缺口中的e面碰到另一個轉位銷時,端面凸輪8便帶動方刀架6向逆時針方向轉動,這時方刀架便進行轉位。當方刀架轉過90度時,粗定位鋼球4在彈簧5的作用下被壓入小刀架1上平面的另一個定位孔3中,使方刀架體6獲得初步的定位(粗定位)。這時,手柄12應改向順時針方向轉動,於是件14、15及端面凸輪8也改向順時針方向轉動。當8轉動至其上端面脫離定位銷19的“T”形尾部時,定位銷19在彈簧的作用下被壓入小刀架1上的另一個定位孔中,使方刀架體6獲得精確定位。當端面凸輪8順時針方向轉動至缺口的另一面f碰到轉位銷時,由於方刀架體6已經被定位,所以端面凸輪也就不能再繼續轉動,但手柄12還須繼續向順時針方向轉過一定的角度,因而使手柄12沿軸28的螺紋向下擰,直到將方刀架體6壓緊在小刀架1上時為止。在端面凸輪8由於碰上轉位銷停止轉動,而手柄12和件14、15尚繼續向順時針方向轉動的過程中,由於件15和12間的端面齒是單向傾斜齒,因此作用在套15的向上方向軸向力將彈簧壓縮,所以這時套15的齒在端面凸輪8的齒面上打滑。由油杯引注入的潤滑油,用於潤滑方刀架座體內的零件。
 橫向進給
橫向進給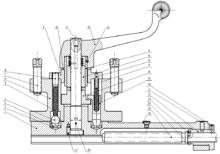 橫向進給
橫向進給