
橢圓度的測量
橢圓度的測量,根據其定義,即為圓柱面的橫剖面上最大與最小直徑之差。因此,基本上是屬於直徑法,任何測量直徑的方法都可以用來測量橢圓度,即分別測出其最大和最小直徑後,求出其差,即為橢圓度之值。在具體測量時,顯然也可以測其波動量的方法,即在測微儀觸頭下,工件在平工作檯旋轉一周時,以其最大與最小的示值差作為其橢圓度之值。也可以用氣動差動法進行測量,其旋轉角度可小於90°。
除了用直徑法測橢圓度外,也可以用半徑法測量。如帶有頂尖孔的工件,可用半徑法測量(將工件頂在頂尖間進行測量),但頂尖的偏心將對工件有影響;也可以在圓度儀上進行測量,但所測得的是半徑方向的差值,故其實際的橢圓度應乘以兩倍 。
造成橢圓度的原因
珩磨後的零件,有時會出現橢圓度。造成橢圓度的原因很多:
(1)珩磨前一道工序加工時產生的橢圓度太大,以至珩磨後仍無法校正過來。
(2)珩磨留的餘量太大,而珩磨時橫進給量又太大,產生很高的切削溫度,再加上冷卻條件差,零件表面的熱量散不出去,產生了局部變形,造成橢圓度。
(3)油石硬度不均勻,磨損情況不一樣,結果使零件表面高低不平,或由於油石調整不當,造成橢圓度。
(4)夾具設計不當,或夾緊力太大,尤其是薄壁零件,珩磨後零件產生變形,造成橢圓度。
消除橢圓度的方法,首先應該檢查珩磨前一道工序,弄清珩磨前零件的準備情況。檢查一下前一道工序工具機主軸和夾具的不同軸度,夾具和工具機主軸的中心連線,在200毫米長度上允許的不同軸度應該不大於0.02毫米。然後測量一下珩磨前的零件孔徑,看實際產生的橢圓度有多大。如果珩磨前一道工序產生的橢圓度太大,雖經珩磨仍無法校正時,應該對前一道工序的工具機和夾具精度作重新調整,或者改用其他加工方法,以提高珩磨前的零件精度。一般說來,珩磨前的工序產生的幾何尺寸偏差,不應該大於0.03~0.05毫米,否則就很難校正過來。然後檢查珩磨餘量,看留的餘量是否適當。在珩磨過程中,還應該注意不用過大的橫進給量。使用的冷卻液要均勻而充分地澆注在零件加工表面。檢查一下油石的質量,看它的硬度是否均勻,校正得平不平,調整得是否適當。如果油石硬度不符合使用要求時,就應該換新的。如果調整不當,應重新調整。當珩磨厚薄不均勻的零件時,採用的夾具應特別注意它的夾緊方式,儘可能避免因夾緊不當而產生的變形。下圖所示為夾緊氣缸套筒用夾具,它是用液性塑膠來傳遞壓力到定心套筒上去的,其優點是夾緊快,而且正確可靠。氣缸套經過珩磨後,從夾具中取出時形狀仍能保持不變 。
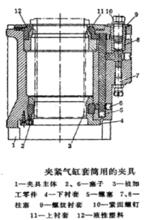 夾緊氣缸套筒用的夾具
夾緊氣缸套筒用的夾具橢圓度誤差及公差
 橢圓度
橢圓度橢圓度誤差是指圓柱面(軸、孔)的同一橫剖面內最大與最小直徑之差 ,如下圖所示:
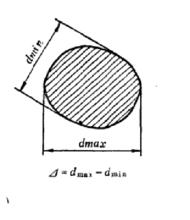 橢圓度誤差
橢圓度誤差 橢圓度
橢圓度橢圓度公差是指圓柱面(軸、孔)的同一橫剖面內允許的最大與最小直徑之差 。
 橢圓度
橢圓度 橢圓度
橢圓度根據定義,橢圓度是直徑差,其公差值前既不加 ,也不加 。另外,測量橢圓度誤差是在同一橫剖面內進行的,不要求最大與最小直徑的圓同心,也不要求最大與最小直徑互相垂直,因此橢圓度沒有公差帶 。
橢圓度公差的測量
橢圓度誤差的測量方法很簡單,可根據精度要求,選用不同的萬能長度量儀進行測量。精度要求較低的可用卡尺、百分尺直接測出(下圖)。精度要求高的可在比長儀上進行測量。
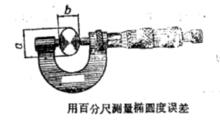 用百分尺測量橢圓度誤差
用百分尺測量橢圓度誤差應當指出:在被測零件的某一橫剖面上,所測得的最大與最小直徑之差。只表示該剖面的橢圓度誤差,並不一定是整個形體的誤差值。只有取零件上若干個橫剖面,分別測出各自的橢圓度誤差。取其中最大的誤差值.才是整個形體的橢圓度誤差 。
