名稱
木工拼板機(木工專用拼板設備)
 木工拼板機
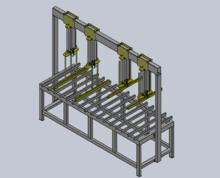
木工拼板機機械結構
由整體機架、工作檯面、大橫樑(滑軌)、壓料滑座、控制系統、拼板夾、風炮等組成
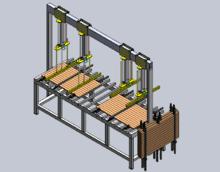 木工拼板機系列圖片
木工拼板機系列圖片工作原理
把要膠合的板料之間塗上膠水,通過物理方式壓平壓緊,經過3-5小時穩定待乾,既完成拼板過程。
操作過程
1、待拼合的板件塗上膠水(膠合面兩面都塗膠效果會好一些)
2、按工藝規格把板塊攤平擺放在檯面上。
3、推動手拉閥,壓梁下行把板塊壓平固定住。
4、用拼板夾把板塊夾緊(每片板至少要3支拼板夾)
5、復位手拉閥,壓樑上行鬆開板塊。
6、取出板塊待乾
7、重複1-6步驟就可完成批量拼板工作。
保養與安全
1、小心操作防止夾手
2、粘附在檯面上的膠水與雜物要及時清理。
3、板塊夾緊後,應及時鬆開風炮扳機,停止繼續加壓。
4、拼板夾的絲桿與壓頭活動部位要定時加油。
5、未學習操作規程人員不要操作設備
故障與排除
板塊壓不平
1、台面膠水與異物粘附---清除粘附的雜物,保持台面乾淨。
2、氣壓太低---檢查管路有無漏氣,調高氣源壓力。
3、板塊較厚且翹曲---高起來的部位用木錘敲打,使之平整。
板塊拼不密
1、板邊沒處理平整 ---先把板邊處理好再拼
2、夾緊力不夠---增加夾緊力
3、拼板夾損壞變形---修復更換拼板夾
4、拼板夾夾持的位置不合理---調整拼板夾位置
拼板夾損壞
1、絲桿與壓頭潤滑不夠---定期加油改善潤滑。
2、夾緊壓力過大---適當減小壓緊力。
3、壓頭固定螺絲鬆動---鎖緊壓頭螺絲
設備配置
( MP260)
1、最大加工規格:2500mm*950mm
2、拼板夾數量:視生產規模而定。
3、標稱氣壓:5-8KG
4、風炮數:2把
5、純氣動
