
簡介
成形銑刀即具有成形切削刃的銑刀,其刃形按工件廓形設計。使用成形銑刀能較容易地實現對複雜表面的加工(如加工各種刀具的直容屑槽和螺旋容屑槽等),並能得到較高的加工精度和表面質量,而且生產率極高。成形銑刀可用來加工成形直溝和螺旋溝。標準成形銑刀有凸半圓銑刀和凹半圓銑刀,而大部分成形銑刀屬專用刀具,需根據工件形狀自行設計。
如下圖所示,成形銑刀也分為尖齒成形銑刀和鏟齒成形銑刀兩大類。尖齒成形銑刀用鈍後重磨後刀面,其使用壽命和工件加工表面質量都比較高,但因後刀面是成形表面,製造和重磨這種銑刀都需要專門的靠模夾具,使用不便。鏟齒成形銑刀用鈍後重磨前刀面,由於前刀面是平面,刃磨很方便,所以鏟齒成形銑刀套用最廣泛。
 成形銑刀分類
成形銑刀分類鏟齒的基本概念
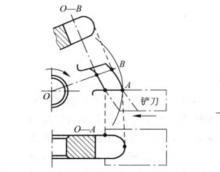
鏟齒成形銑刀常做成γ=0°,並重磨前刀面。為了保證重新刃磨前刀面後銑刀廓形不變,刀齒各軸向剖面中的廓形均應相同。同時為了保持后角。廓形還應逐漸向銑刀軸線靠近,這就要求銑刀的後刀面應是切削刃廓形繞銑刀軸線迴轉並向銑刀軸線移動而形成的表面。
如下圖所示,O-A、O-B都是軸向剖面,廓形相同,O-B剖面更靠近銑刀軸線,以形成后角α。能完成這種齒面加工的方法叫做鏟齒,是用鏟刀在鏟齒車床上完成的。
 鏟齒
鏟齒成形銑刀的鏟齒過程
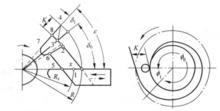
如下圖所示,鏟刀是一把進給前角等於零的平體成形車刀,其前刀面置於與鏟床中心等高的水平面內。銑刀繞鏟齒車床主軸作等速轉動的同時,鏟刀在具有阿基米德螺線的凸輪控制下向銑刀軸線等速推進。從而可知,鏟刀切削刃上的任一點相對銑刀的運動軌跡為阿基米德螺線,即鏟刀剷出的成形銑刀的齒背曲線為阿基米德螺線。因鏟刀沿銑刀半徑方向鏟齒,故稱為徑向鏟齒。
 鏟齒過程
鏟齒過程當銑刀轉過δ角時,凸輪則轉過δ角,鏟刀剷出一個刀齒的齒背。接著,當銑刀再轉過δ角時,凸輪則轉過Φ角,鏟刀快速復位即作回程運動。總之,當銑刀轉過一個齒間角時,鏟刀則完成一個往復行程。這樣的過程每重複一次,則鏟削完銑刀的一個刀齒,並且鏟刀恢復原位。
