
快速模具
快速模具是用其特定形狀成型具有一定形狀、尺寸和表面精度製品的工具。它主要運用於大批量的生 產上,雖然模具的生產和製造成本比較高,但是由於大批量生產,所 以每個製品的成本就極大的降低了。
背景
 模具
模具傳統的採用鍛件或型材通過機械加工獲得模具的方法,其設計加工周期長,生產成本高,特別是對形狀複雜或
具有內腔的模具,鍛造和加工都很困難,甚至不能實現現代工業的發展,對模具技術的要求越來越高綜觀現代模具技術,正向如下的方向發展:
(1)高精度現代模具的精度要求比傳統的模具精度至少要高一個數量級;
(2)壽命長現代模具的壽命比傳統模具的壽命高出一倍如現代模具一般均可達到萬次以上,最高可達億次之多;
(3)高生產率由於採用多工位的級進模、多能模、多腔注塑模和層疊注塑模等先進模具,可以極大地提高生產率,從而帶來顯著的經濟效益如用四工位的注塑模生產塑膠汽水瓶,每小時可生產萬件以上;
(4)結構複雜隨著社會需求的多樣化和個性化以及許多新材料、新工藝的廣泛套用,對現代模具的結構形式和型腔的要求也日益複雜,若採用傳統的模具製造方法,不僅成本高,生產率低,而且很難保證模具的質量要求。 2傳統模具的設計製造技術,根本不能滿足市場對模具的要求,所以,長期以來快速、靈活地生產低成本、高壽命,符合使用要求的模具成為模具製造業迫切需要解決的問題將即技術套用到模具製造中,形成一種全新的模具製造技術—基於的模具快速製造好記技術,正在成為技術的一個新的研究熱點。
分類及制模流程
 快速模具
快速模具按功能用途可分為塑膠模、鑄型模、衝壓模、鍛造模及石墨電極研磨母模。按制模材料可分為簡易模也稱
作軟模、經濟模或非鋼製模和鋼製硬模根。據不同的制模工藝方法,快速模具可分直接快速模具和間接快速模具。塑膠模、鑄型模、衝壓模、鍛造模及石墨電極研磨母模。這些我們都比較熟悉,所以在這裡就不講了,我先為大家介紹一下軟質和硬質快速模具技術。軟質模具因其所使用的軟質材料(如矽橡膠、環氧樹脂等)有別於傳統的鋼質材料而得名,目前提出的軟質模具製造方法主要有矽橡膠澆注法、金屬噴塗法、樹脂澆注法等。軟質模具生產製品的數量一般為50~5000件,對於上萬件乃至幾十萬件的產品,仍然需要傳統的鋼質模具。硬質模具指的就是鋼質模具,利用RP原型製作鋼質模具的主要方法有熔模鑄造法、陶瓷型精
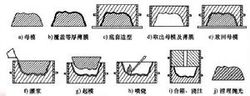
基於RP原型的一次轉換澆注法制膜工藝流程圖
密鑄造法、電火花加工法等。
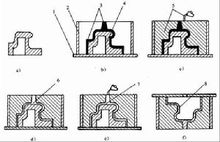
基於快速原型的快速模具製造的方法:首先是先通過RP原型製作母模,然後再通過一次轉換製成模具型腔,這樣就可以澆注成型產品,當然如大家看到的也可以經過多次轉換和電極的方法來得到。
矽橡膠模具快速製造技術即使屬於軟質模具也是間接制模,矽橡膠模具製造工藝是一種比較普及的快速模具製造方法。由於矽橡膠模具具有良好的柔性和彈性,能夠製作結構複雜、花紋精細、無拔模斜度甚至具有倒拔模斜度以及具有深凹槽類的零件,製作周期短,製件質量高,因而備受關注。
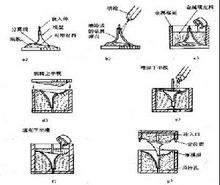
 基於RP原型的一次轉換澆注法制膜工藝流程圖
基於RP原型的一次轉換澆注法制膜工藝流程圖(1)原型表向處理。RP法製作的原型在其疊層斷層之間一般存在台階紋或縫隙,需進行打磨和防滲與強化處理等以提高原型的表而光滑程度和抗濕件與抗熱件等。只有原型表面足夠光滑,才能保證製作的矽膠模型胖的光潔度,進而確保翻制的產品只有較高的表面質量和便於從矽膠模中取出。
(2)製作型框和固定原型。依據原型的幾何尺寸和矽膠模膠的要求設計澆注型框的形狀和尺寸,型框的尺寸小適中。在固定原型之前,需確定分型面和澆口的位置分型面和澆口位置的確定是十分重要的,它直接影響著澆注產品能者順利脫模和產品澆注質量的好壞。當分型面和澆口選定並處理完畢後,便將原型固定型框中。
(3)矽橡膠計量、混合併真空脫泡。矽橡膠用量應根據所製作曲型櫃尺寸和矽橡膠的比重準確計量。將計量好的矽橡膠添入適當比例的硬化劑,攪拌均勻後進行真空脫泡。脫泡時間應根據達到的真空度來掌握。
 矽橡膠快速模具製造工藝圖
矽橡膠快速模具製造工藝圖(4)矽橡膠澆注及固化。磚橡膠混合體真空脫泡後澆注到已固定好原型的型框中。在澆注過程中,應掌握一定的技巧。矽橡膠澆注後,為確保型腔充填完好,再次進行真空脫泡。脫泡的目的是抽出澆注過程中摻入矽膠中的氣體和封閉於原型空腔中的氣體,此次脫泡的時間應比澆注前的脫泡時間適當加長,具體時間應根據所選用的矽橡膠材料的可操作時間和原型大小而定。脫泡後,矽膠模可自行硬化或加溫硬化。加溫硬化可縮短硬化時間。
(5)拆除型框、刀剖開模並且取出原型。當矽橡膠模硬化後,即可將型框拆除並去掉澆道棒等。參照原型分型面的標記進行刀剖開模,將原型取出,並對矽橡膠模的型腔進行必要清理,便可利用所製作的矽橡膠模具在真空狀態下進行樹脂或塑膠產品的製造。
經濟型矽橡膠模
 經濟矽橡膠快速模具製造工藝圖
經濟矽橡膠快速模具製造工藝圖由於矽橡膠材料的成本較高,因此人們研究了一種通過與石膏混合製作矽橡膠模具的工藝方法,就
是我要介紹的經濟型矽橡膠模的製作的工藝方法
安放原型
利原型進行必要的清理和處理後放置到平台固定好,製作並同定模框,使原型周圍距模框的距離均勻.在模框平板表面內塗刷脫模劑.
貼粘土和澆石膏背襯
在原型表面貼粘土或橡皮泥,然後將配好的石膏漿澆注到模框中,待石膏漿固化後,再去掉粘土或橡皮泥層。粘土原型上的粘土或橡皮泥要清洗乾淨,以免影響模具的表面質量。
矽橡膠澆注
根據粘土層的體積,計算所需調配的矽橡膠體積,再加上—定的損耗,進行矽橡膠的調配。調配均勻後,放入抽真空裝置中排除矽橡膠混合中的氣泡。脫泡後進行矽橡膠撓注。
矽橡膠固化
將澆注好的矽橡膠模具在室溫下固化或加熱固化。待矽橡膠不粘手後,取出原型,繼續在室溫下或加熱矽橡膠充分固化。
修型
取出原型後,如果發現模具有少量缺損,可以用新調配的矽橡膠修補,並經固化處理即可。這是採用經濟矽橡膠模真空澆注製作的樹脂產品。
電弧噴塗快速制模
 電弧噴塗快速制模工藝
電弧噴塗快速制模工藝電弧噴塗制模的思想起源於20世紀60年代提出的淨形熱噴塗成型(Net-shapethermalsprayforming),
基本過程是將熔化的金屬霧化,高速噴射沉積於基體上,所獲製件的形狀與基體相對應,是一種集材料製備與成形於一體的製造方法。電弧噴塗製造模具的最初構想就是在塑膠製品原型或木材、蠟、石膏等模型上噴塗一定厚度的金屬塗層,然後把塗層從基體上取下來,這就得到了可以複製原模型的模具型腔。這種技術具有制模工藝簡單,製作周期短,模具成本低等顯著特點,特別適用小批量、多品種的生產使用。 電弧噴塗的工序大致可以分為五個步驟:
模型準備
清理模型表面、刷脫模劑模型可由許多材料製成,包括木材、塑膠、石膏、橡膠等。模型準備個最主要的是塗抹脫模劑。脫棋劑在制模中的作用是兩個:首先,它對噴塗到基體上的金屬顆粒育粘結作用,否則金屬顆粒將不能牢固地吸附在模具表面而易脫落:其次,防止金屬塗層對模型的過熱燒損、變形、粘附,起到隔熱、脫模的作用。將脫模劑均勻地塗在模型表面,並使其乾燥成膜。
噴塗金屬
待脫模劑乾燥以後,在最佳的噴塗參數情況下,可以開始在模型上噴塗金屬,噴塗時應保證使噴槍連續運動,防止塗層過熱變形,塗層厚度一般可控制在2—3mm。
製作模具框架
 環氧樹脂快速制模
環氧樹脂快速制模如果模具在工作中要受到內壓力或模具必須安裝在成型機上工作,模具必須有骨架結構且製成的骨架應帶有填料。模具框架製作應注意兩個問題:第一,使模具框架材料與塗層材料以及填料的熱膨脹性能相匹
配:第二,框架的外形尺寸及注射口的選擇要根據具體的注射塑機型號確定。
澆注模具的填充材料
由於在塑膠製品生產中,要求模具有良好的導熱、散熱能力,因此在選擇澆注填充材料時,應使填充材料具有較高的熱導率和較低的凝固收縮率,同時模具在一定的溫度和壓力下工作,所以要求填充材料應具有較高的執比強度和耐磨性能。一般地擇的填充材料為環氧樹脂與鋁粉、鋁顆粒等金屬粉末的混合物環氧樹脂使澆注材料噴塗殼體、模具框架有很高的結合強度,有色金屬粉末可以提高模具的導熱性能,為提高模具的抗磨損性能可在填料中加入鐵粉,另外在澆注填充材料時刻安放冷卻管,加強模具的散熱性能.
脫模加工處理
如果在模型準備階段做得比較合適,脫模不會很困難。脫模後要把殘留在金屬塗層表面的脫模劑清洗乾淨。然後再根掘不同的需要,可以對模具進行拋光等後期製作。先把模型按上、下模的分型面準確地放置在底板上,並用毛刷在模刑表血均勻地棕一層脫模劑;待脫模劑成膜後,在模型表面開始噴塗金屬,一直達到所需的塗層厚度為止;把準備好的金屬框架放好,框架與底板之間必須密封,這樣在倒入境料時才不會泄漏,然後澆注填充材料;待澆注液固化後,將半模倒轉,移去底板和可塑性材料。
制模技術優點
 陶瓷殼砂型的快速製作過程
陶瓷殼砂型的快速製作過程電弧噴塗制模技術具有如下優點: (1)不論原模的材料是金屬、木材、或塑膠製品,所得到的模具型腔線
條輪廓清晰,外形尺寸不變,因噴塗時原模的表面溫度一般不超過60℃,沒有熱應力和變形問題。 (2)制模效率高,尺寸不受限制,可小至硬幣的尺寸,大至製造汽車內頂蓬真空成型模具。 (3)設備投資小,經濟效益好。使塑膠生產線能迅速更改產品的品種,符合市場的變化要求。 (4)成本優勢就越顯著。同其他方法相比,此方法成本可節省2~20倍。這是電弧噴塗設備。有電弧噴塗槍,送絲機構,油水分離器,冷卻設備,空氣壓縮機和噴塗電源組成。
硬質快速模具
金屬面、硬背襯的鑄模的快速製作過程 :對於工作壓力較高的模具(如震壓式和震實式造型機、高壓
陶瓷殼砂型的快速製作過程
造型機用模等),可用下述方法快速製作金屬面、硬背襯的鑄模。用快速成形機製作母模--塗脫模劑-電弧噴鍍在母模表面噴鍍金屬(厚度為1.6~6.4mm),形成金屬殼體-移去母模-在殼的背面注入金屬基合成材料,或環氧樹脂-表面拋光-構成金屬面、硬背襯的鑄模。這種方法的優點是,機械性能較好,而且,由於噴鍍所得鑄模的輪廓表面緊貼母模的工作面,其精度僅僅取決於母模的精度,噴鍍金屬層影響噴鍍模的精度。因此 ,操作比較簡單,精度較易保證。陶瓷殼砂型的快速製作過程:為了獲得較精密的金屬鑄件或鑄造金屬模(如拉深模、注塑模等),可以採用陶瓷殼砂型。用快速成形機製作母模-在母模的上貼上-薄層材料(如蠟片),其厚度等於所需陶瓷殼的厚度(約3mm)-將母模置於砂箱中,澆注砂型-移去母模及貼上材料-將母模置於砂型中-澆注陶瓷砂漿-移去母模)-用乙炔噴燈加熱、固化陶瓷殼-加入澆注系統,構成陶瓷殼砂型。
相關詞條
| 模具 | 機械 |
| 型腔 | 汽車 |
| 樹脂 | 母模 |
