
正文
為了節約木材資源,廢紙纖維回用的重要性日益受到各國的重視。在日本、聯邦德國等國,廢紙纖維回收量高達總用漿量的40%以上。1987年世界產紙量為2.16億噸,其中約有6000萬噸基本上是依靠廢紙纖維回用和部分填料、塗料來替代紙漿的。目前,中國的廢紙回收率為20%左右。一般從廢紙回收的纖維,雖經過適當的加工處理,但其色澤和物理強度均比原製造該類紙張所使用紙漿要低一些,而且廢紙纖維的反覆回用次數愈多,質量愈加降低。
廢紙分類 廢紙的種類很多,分類使用並選擇適當的處理方法,方能提高廢紙的使用價值。廢紙大體可分成5類:
①舊報紙類:這類廢紙污雜物含量少,而油墨含量大。回收纖維主要為機械木漿,可供抄造新聞紙或低檔印刷紙用。
②舊書籍雜誌紙類:這類紙張國際上多用闊葉木化學漿或半化學漿製造,中國主要用化學草漿製造。這類廢紙油墨含量高,含有書釘、線繩或夾有塑膠。一般經除染、淨化脫墨漂白後,用於抄造印刷紙,也可不經漂白用於抄造紙板。
③加工邊廢料類:包括印刷廠、制本廠、制箱廠、制袋廠等在加工生產時,裁切剩餘邊角廢料。這類廢紙無混雜物,可視作原漿直接使用。
④包裝紙類:包括水泥袋、紙箱和其他包裝紙。主要是硫酸鹽木漿纖維。含有大量的水泥粉塵、複合塑膠、瀝青等異雜物,可用熱熔法將其分解成微粒,均勻分散於紙漿,無礙於成紙的質量。用於生產紙板、油氈紙等。
⑤混合廢紙類:各類紙張混雜,含有大量污雜物,難以分選,因此習稱五色紙。一般只揀除塊狀異雜物,不分檔次,多用為低檔紙板的底漿。
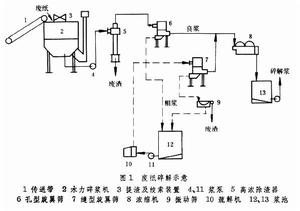
廢紙加工 廢紙的種類繁多,相應的加工方法也較多,但核心是除去全部異雜物。基本過程為碎解-淨化-脫墨。廢紙回用工藝的選擇,主要決定於廢紙的類別和所生產紙張的品種,可簡可繁,並非一律都要採用上述的全部處理過程。
①碎解:靠水力碎漿機旋轉產生的旋渦衝擊作用使廢紙碎解成漿。用高濃除渣器清除粗大雜物,再用孔型或縫型篩板進行第二次篩選。在碎漿機中難於分散的小紙片,在疏解機中補充碎解(圖1),保證所有纖維逐根分離。
 廢紙纖維回用
廢紙纖維回用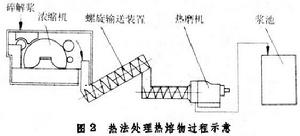 廢紙纖維回用
廢紙纖維回用